| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Motto de santier
De sapte ori masoara si o data taie
De sapte ori te uiti pe plan si apoi sudezi
Lacatuserie generala
1.Etapele constructiei postamentilor.
Materialul necesar este pasivizat apoi sablat,dupa care merge la sectia debitare unde urmeaza sa se confectioneze NESTING-ul.Nestingul este sortat pentru fiecare sectie in functie de cererile lor.Materialul ajuns in sectie iarasi este sortat dupa cererile maestrilor pentru proiectul de executie pe care l-au primit.
Dupa primirea Nestingului ,profilelor si tevilor sau tubulaturi speciale ,inginerul verifica daca nu sint indoite,sa nu fie curbe sau alte defecte ce ar putea intrerupe confectionarea.
Muncitorii preiau materialul pentru al pregati pentru constructia postamentilor,ei vor incepe sa taie bucatile de metal ,le vor poliza in zonele care urmeaza sa fie vopsite,zona care va fi sudata nu se polizeza.
Urmeaza sa vina inginerul si maestrul sa verifice piesele daca sint bune de sudat.
Dupa permisiune se incepe confectionarea .Inainte de a se suda se traseaza linia teoretica in dreptul ei se va suda alta piesa.Polizarea se face pentru a permite vopselei sa se tina de piesa si de a reduce riscul de taiere a persoanelor care urmeaza sa manipuleze piesele.
Trasajul se face in doua feluri.
a) Trasarea liniei de sudare se face cu ATA impregnata cu praf de creta.(mai putin utilizata )
b)Acul de trasat.Este cea mai uzuala metoda si se utilizeaza la piesele mici.
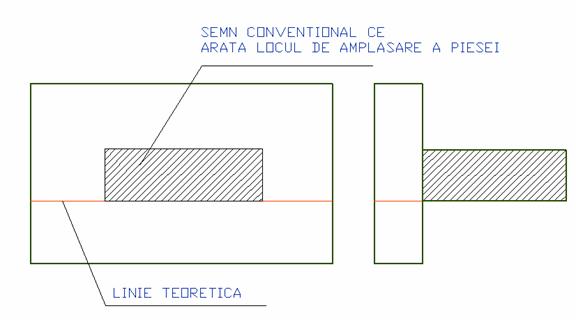
Fig.1
Reprezentarea liniei teoretice.
Urmatoarea etapa este realizarea hafturilor.Se aduce piesa la 90grade cu ajutorul echerului,cu o echipa formata din doi muncitori ,unul tine si unul face legaturi de sudura .
Se verifica cotele de gabarit pentru amplasarea corecta a inimii si platbenzii.
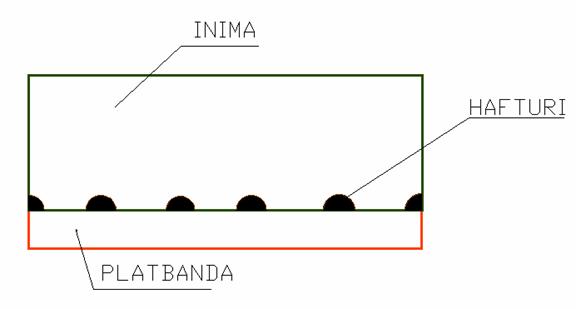
Fig.2
Vederea pentru lonjeron din lateral.
Dupa executarea hafturiulor se preda la muncitorii sudori care vor suda postamenrul conform metodei de sudura ,,sudura in colturi intermitente cu elemente alternante,,
Fig.3
Vederea de sus a postamentului cu hafturile de sudura
Dupa care se dezbate zgura ,apoi se verifica cordonul de sudura daca nu reprezinta defecte sau alte neajunsuri ,sau chiar deformatii ale metalului si alte modificari de forma.Daca se gasesc defecate se polizeaza si se face remedierea .
Apoi se va verifica calitatea sudurii si planietatea postamentului.Zonele se indreapta prin citeva metode
a).flacara oxiacetilenica
b).la prese.
Postamentii pentru motoare si vinciuri se face sanfrenarea inimii lonjeronului ,in zona unde va fi sudata
a)pentru postamentii cu gabarit mare se utilizeaza masina de prelucrat sanfrenul semiautomata.
b)cu freze la masini unelte
c)pentru piese mici se prelucrreza manual cu autogenul.
Pentru a fi predate la CTC=Controlul Tehnic de Calitate,se face verificarea la planietate ,orizontalitate si perpendicularitate.
Urmatoarea etapa este sudarea postamentuluide peretele navei sau a puntii in majoritatea cazurilor.Se procedeaza la fel ca in faza de confectie,1.Se face trasajul,2.se prinde cu hafturi postamentul si urmeaza sa vina sudorul sa dea sudura finala.
Verificarea planietatii se efectueaza cu ajutorul,, SLAFTULUI,, aparat practic format dintr-un furtun sau teava racordat la capete unde se gasesc doua eprubete gradate ,ele in caz de defect vor avea lichidul din teava ridicat la niveluri diferite,diferenta o vom putea observa la eprubetele gradate ,care indica nivelul lichidului.
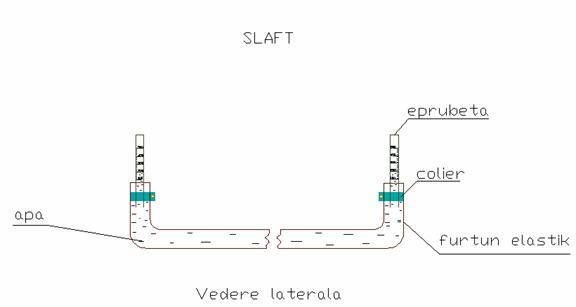
Fig.4
Slaft pentru masurarea planietetii
Verificarea inaltimilor se verifica cu luneta optica.
Confectionarea postamentului este gata si este transportat la nava ,se face o montare simpla fara aparatura speciala.dupa care este verificat inca o data cu SLAFT-ul,la planietate si cu LUNETA OPTICA inaltimile.
Probleme Generale
1.Lipsa de organizare.
2.Numar limitat de muncitori calificati si seriosi.
3.Numar de macarale limitat.
4.Lipsa de materiale necesare executarii unei lucrari urgente.
5.Asteptare pin la montarea blocului cu alt bloc care se numeste ,,CUPLARE INELARA'
6.Suprapunerea lucrarilor cu alte sectii.(aglomerare de aparate),gradul de zgomot ridicat,numarul mare de oameni.
7.Aranjamentul interior al Halelor unde se face confectionarea.Descarcarea materialelor in hala necorespunzator.
8.Lipsa de comunicare intre sefii si maistrii de la alte sectii .
9.Organizarea transportului si a numarului de oameni,multa munca putini oameni si putin timp.
Responsabilitatile Maistrului la S.L.G.
1.Repartizarea muncitorilor pe sectoarele navei unde au lucrari de executat.
2.Predarea lucrarilor la CTC,daca au fost terminate in ziua precedenta.
3.Merge pe nava si verifica daca muncitorii lucreaza si daca au probleme sau neclaritati ii ajuta daca poate ,daca nu ,merge la sectia Proectare sa rezolve problema ,ca apoi sa mearga la muncitori sa-i ajute ca sa mearga lucrul mai departe.
4.Aprovizioneazamuncitorii cu aparate de sudat,polizat,taiat si tot ce trebuie pentru muncitori in procesul de constructie.
,,Aker Tulcea" 
Raportul activitatii de Practica

Student:Burduja Ion
Sef sectie:Macovei Grigore
Sectie:Lacatuserie Generala
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4013
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved