| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Gaurire-Largire-Filetare
a)Schita operatiei:
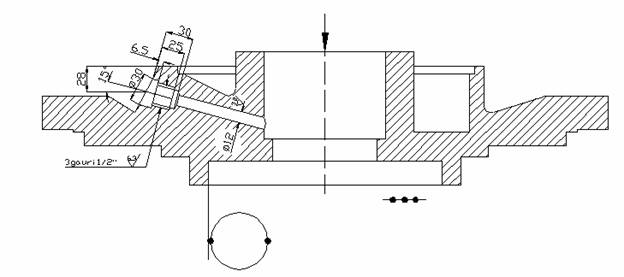
b)Fazele operatiei
a.prinderea piese
1.gaurit:3 gauri ![]() 12
strapunse
12
strapunse
2.olarit:3 gaurit ![]() 18,75*30
18,75*30
3.adancit:3 gauri ![]() 30*6,5
30*6,5
4.filetat:3 filete 1/2''*25
6.desprinderea piesei
c)Caracteristici ale sistemului tehnologic:
M.U. :GR40 tabelul 6.46
Scule:-burghieu elicoidalextralung cu coada conica STAS 6727-80;
-burghiu elicoidal scurt cu coada conica STAS 575-80;
-adancitor cu coada cilindrica si cep de ghidare demontabil STAS 8155/1-78.
Caracteristicile burghielor sunt prezentate in tabelul 6.48.
-tarod STAS 11125/11-79 tabelul 6.49
dispozitiv:dispozitiv de gaurire.
Verificatoare:-subler
-calibre
Tabelul 6.46
|
Denumirea utilajului:masina radiala de gaurit transportabila Timpul: VRM50A |
|||
|
Nr crt |
Caracteristica |
Valoarea |
U.M. |
|
diametrul maxim de gaurire in material plin(otel cu zistenta 60daN/ |
mm |
||
|
diametrul maxim de filetare (in hotel cu rezistenta 60daN/ |
mm |
||
|
distanta de la bucsa glisanta a coloanei pana la axul de gaurire:-maxim -minim |
mm mm |
||
|
raza inscrisa in pozitiile de capat ale axului de gaurire:-maxim -minim |
mm mm |
||
|
distanta maxima/minima a capului de gaurire de la pardosea pana la pozitia verticala a axului de gaurire. -cu con interior Morse 4 -cu con interior Morse 5 |
mm mm |
||
|
distanta maxima(minima de la axul de gaurire la pardosea,in pozitia orizontala). |
mm |
||
|
deplasarea verticala a bratului culisant |
mm |
||
|
deplasarea orizontala a bratului culisant |
mm |
||
|
posibilitatea de rotire a bratului culisant |
grade |
||
|
posibilitatea de rotire a cutiei de viteze |
grade |
||
|
posibilitatea de rotire(inclinare si redresare) a capului de gaurire |
grade |
||
|
deplasarea saniei pe batiu |
mm |
||
|
deplasarea capului de gaurire: -cu con interior Morse 4 -cu con interior Morse 5 |
mm mm |
||
|
cursa capului de gaurire |
mm |
||
|
numarul treptelor de turatii ale axului de gaurire |
trepte |
||
|
turatiile axului principal |
rot/min |
||
|
numarul treptelor de avans ale axului de gaurire |
trepte |
||
|
avansurile axului de gaurire |
mm/rot |
||
|
puterea motorului pentru gaurire |
KW |
||
|
turatia motorului pentru gaurire |
rot/min |
||
|
puterea motorului pentru ridicare |
KW |
||
|
turatia motorului pentru ridicare |
rot/min |
||
|
puterea motorului pentru deplasarea saniei |
KW |
||
|
turatia motorului pentru deplasarea saniei |
rot/min |
||
|
puterea motorului pentru rotirea capului si pentru deplasarea bratului culisant |
KW |
||
|
turatia motorului pentru rotirea capului si pentru deplasarea bratului culisant |
rot/min |
||
Tabelul 6.47
|
Denumirea sculei |
Schita sculei |
Dimensiuni |
|||
|
d |
L |
l |
con Morse |
||
|
Burghiu elicoidal extralung cu coada conica STAS 6727-80 | |||||
|
Burghiu elicoidal extrascurt cu coada cilindrica STAS 4566-80 |
| ||||
|
Burghiu elicoidal scurt cu coada conica STAS 575-80 | |||||
Tabelul 6.48
|
Adancitor cu coada conica si cep de ghidare demontabil STAS 8155/1-78 |
||||||||||
|
Dimensiuni |
||||||||||
|
peste |
pana la |
peste |
pana la |
H8 |
filet |
L |
l |
l |
l |
con Morse |
|
M6 | ||||||||||
Tabelul 6.49.
|
Tarod pentru filetul tevilor STAS1112/11-90 |
|||||||||
|
Simbolul marimii filetului |
Numar de pasi Z pe 25,4 mm |
Pasul P |
Diametrul exterior d |
|
L |
l |
l |
a |
h |
|
Rp1/2 | |||||||||
d)Parametrii regimului de prelucrare
*Alegerea sculelor aschietoare
-Faza 1:Burghiul elicoidal extralung cu coada conica STAS 6727-80
d=12 mm
L=250 mm
l=160 mm
con Morse nr.1
-Faza 2:Burghiu elicoidal extrascurt cu coada conica STAS 575-80
d=18,75 mm
L=233 mm
l=135 mm
con Morse nr.2
-Faza3:Adancitor cu coada cilindrica si cep de ghidare demontabil STAS 8155/1-78-tabelul 6.48
-Faza 4:Tarod Rp ½ STAS 1112/11-90/Rp5
Se vor folosi burghie de tip N STAS R 1370-74,cu ascutire simbol A5(ascutire dubla cu ajustarea taisului principal si a fortei),conform figurii 6.1. si a tabelului 6.50.
FIG 6.1.
Tabelul 6.50.
|
Diametrul burghiului |
Ascutirea |
Ajustarea muchiei transversale |
Retezarea taisului transversal |
Ajustarea fatetei |
|||||||||
|
d |
2X |
|
|
|
c |
a |
l |
|
h |
k |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
| ||||||||||||
Notatii folosite:
2X,2![]() =unghiul de
varf
=unghiul de
varf
![]() =unghiul de asezare
=unghiul de asezare
![]() =unghiul de inclinare a taisului principal
=unghiul de inclinare a taisului principal
c=lungimea taisului al doilea
a=lungimea taisului transversal ajustat
l=lungimea ajustarii
h=adancimea ajustarii
k=lungimea taisului nou
![]() =lungimea ajustarii
=lungimea ajustarii
![]() =lungimea fatetei ajustate
=lungimea fatetei ajustate
![]() =unghiul de asezare la portiunea ajustata a fatetei
=unghiul de asezare la portiunea ajustata a fatetei
*Stabilirea durabilitatii si a uzurii admisibile
Tabelul 6.51.
|
faza | ||||
|
T[min] | ||||
|
|
*Stabilirea adancimii de aschiere
-Faza1:t=![]() [mm] (6.27)=
[mm] (6.27)=![]() t=
t= ![]() =6 mm
=6 mm
-Faza 2:t=![]() [mm] (6.28)=
[mm] (6.28)=![]() t=
t= ![]() =3,375 mm
=3,375 mm
-Faza 3:t= ![]() =5,625 mm
=5,625 mm
-Faza 4:t= ![]() =1,102 mm
=1,102 mm
*Stabilirea avansului de aschiere
Tabelu 6.52
|
faza | ||||
|
S[rot/min] |
*Stabilirea vitezei de aschiere
Pentru faza 1 si faza 2 viteza de aschiere s-a determinat analitic cu relatia 6.31 ,iar pentru faza 3 si faza 4 viteza de aschiere s-a luat conform tabelelor.
Tabelul 6.53
|
faza | ||||
|
V[m/min] |
*Stabilirea turatiei si vitezei reale de aschiere
Tabelul 6.54
|
faza |
V[m/min] |
n[rot/min] |
|
Vr[mm/min] |
|
*Stabilirea fortelor si momentelor.
Pentru faza 2 si 3 se folosesc relatiile 6.27 si 6.28.
-Faza 1:F=![]() =201,16 daN
=201,16 daN
M=![]()
=747,78 daN*mm
-Faza 2:F=C![]() =34*3.75
=34*3.75![]() *1*1.18*1=
*1*1.18*1=
=86.49 daN
M=![]() =
=
=1696,99 daN*mm
-Faza 3:F=![]() =
=
=46,58 daN
M=![]() =
=
=2372,92 daN
Pentru faza 1 s-a folosit relatia 6.34 si relatia 6.35.
*Stabilirea puterii necesare
Tabelul 6.55
|
Faza |
M |
V |
D |
P |
Pentru calculul puterii necesare s-a folosit relatia 6.37
e)Norma de timp
Norma tehnica de timp se determina pe baza relatiilor 6.12-6.15 si 6.38,6.38.
*Calculul timpului de baza Tb.
Tabelul 6.56
|
faza |
l |
l |
l |
n |
S |
Tbi |
Tb=6,45+0,68+2,14=9,27 min
*Stabilirea tipului auxiliar Ta
-pentru prinderea-desprinderea semifabricatului Ta =4,9 min
-pentru curatirea dispozitivului de aschii Ta =0,87 min
-pentru comanda masinii-unelte Ta =3,84 min
-pentru evacuarea aschiilor pe durata de lucru Ta =0,72 min
Ta=4,9+0,87+3,84+0,72=10,33 min
*Stabilirea tipului de deservire tehnica Tdt
Tdt=![]() =0,46 min
=0,46 min
*Stabilirea tipului de deservire organizatorica Tdo
Tdo=![]() =0,2 min
=0,2 min
*Stabilirea tipului de odihna si necesitati firesti Ton
Ton=3,00 min
*Stabilirea tipului de pregatire-inchieiere Tpi
Tpi=22 min
*Stabilirea normei de timp
NT=9,27+10,33+0,46+0,2+3,0+12,0/100=23,38 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2112
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved