| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
INTOCMIREA ITINERARULUI TEHNOLOGIC DE FABRICATIE
1. Conditii tehnice, materiale, semifabricate.
1.1. Conditii tehnice
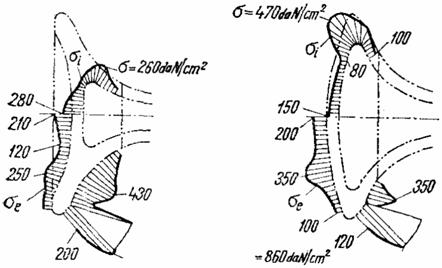
Pentru a mari eficienta etansarii supapa se deschide in interiorul cilindrului astfel incit sa fie aplicata pe suprafata de reazem de forta de presiune a gazelor. Suprafata de reazem este conica, deoarece se obtine un efect de autocentrare si o presiune sporita pe sediu, cind lungimea b a fetei conice se micsoreaza; b scade cu y la aceeasi grosime a talerului. Reducerea lui b micsoreaza suprafata de contact dintre taler si sediu, ceea ce impiedica evacuarea de caldura si sporeste temperatura de regim a supapei. Talerul supapei este solicitat de forta de presiune a gazelor si tensiunea arcului, care produc eforturi unitare ridicate in fibra exterioara si in fibra interioara acestea fiind distribuite neuniform (figura 1 a,b).
a) b)
Fig. 1. Distributia etorturilor unitare si a temperaturii in talerul
de supapa lalea (a) si bombat (b).
O solicitare mecanica suplimentara, solicitare dinamica, de soc, produsa de forta arcului si de forta de inertie apare la asezarea supapei pe sediu (soc pe fata conica) sau la actionarea ei (soc pe capatul tijei). Ca urmare, suprafetele de reazem si de actionare pretind o duritate superficiala sporita.
Deformatia supapei perturba contactul perfect pe sediu, ceea ce com-promite etansarea, de aceea trebuie sa posede nu numai rezistenta mecanica inalta ci si rigiditate superioara.
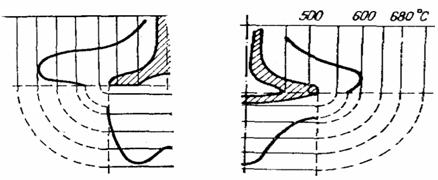
In timpul functionarii, supapa, mai ales cea de evacuare, se incalzeste puternic. Distributia de temperatura (masuratori cu termocuple) este neuniforma pe talerul supapei si depinde de felul supapei (admisie sau evacuare), de forma si modul de racire a supapei (figura 2).
a) b)
Fig. Distributia temperaturii: a)
taler lalea; b) taler bombat.
Temperatura maxima a supapei de evacuare, udata de gazele fierbinti ajunge la 750800C, iar a supapei de admisie la 300400C si variaza cu regimul de functionare (sarcina, turatie), cu tipul motorului (MAS, MAC), cu procedeul de racire (lichid, aer) (fig. 3).
a) 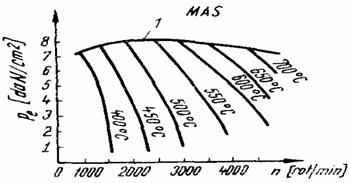
b) 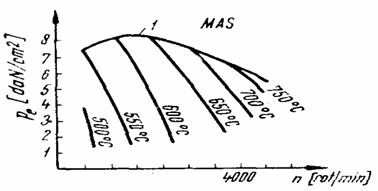
c) 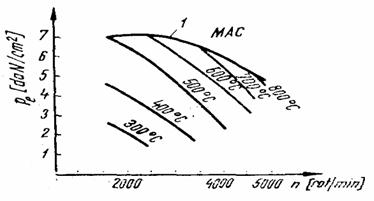
Fig 3. Temperatura supapei de evacuare: a) MAS racita cu lichid;
b) MAS racita cu aer; c) MAC
Temperatura ridicata a supapei de evacuare reduce rezistenta mecanica si duritatea materialului, sporeste dilatarea talerului. Cimpul de temperatura produce deformarea talerului. Se compromite astfel contactul perfect pe sediu si se intensifica uzarea coroziva a supapei. La cresterea temperaturii supapei de evacuare cu numai 20, de la 730 la 750C, pierderea de masa din cauza uzarii corozive se dubleaza, iar la cresterea cu inca 10 devine de patru ori mai mare. Fluxul de caldura primit de talerul supapei se evacueaza prin fata conica a talerului si prin tija supapei (figura 4. a). In figura 4. b sunt prezentate temperaturile in anumite zone ale unor tipuri constructive de supape.
Fig 4. a) evacuarea fluxului de caldura; b) repartizarea temperaturii.
1. Constructia supapei
Dupa forma talerului, supapele sint de trei feluri: cu taler plat, cu taler sferic, cu taler in forma de lalea; (fig. 5):
Fig 5 Constructia supapei: a) cu taler plat; b) cu taler sferic;
c) cu taler in forma de lalea.
Supapa cu taler plat are o mare raspindire deoarece se prelucreaza usor, iar rigiditatea este satisfacatoare. Supapa cu taler sferic se utilizeaza indeosebi ca supapa de evacuare deoarece are o rigiditate sporita. Supapa cu taler in forma de lalea se utilizeaza ca supapa de admisie, deoarece permite o racordare mai larga cu tija odata cu reducerea masei ceea ce asigura forma aerodinamica, masa mica si rigiditate mare. Ea are o suprafata sporita de contact cu gazele fierbinti si evacueaza greu fluxul termic, nefiind potrivita ca supapa de evacuare. Supapa de admisie a motorului SR-211 are talerul in forma de lalea, cea de evacuare are talerul plat. Evacuarea de caldura de la talerul supapei la bucsa de ghidare se imbunatateste printr-o racordare larga a tijei, ceea ce mareste insa masa supapei. Temperatura supapei de evacuare se micsoreaza prin racire artificiala. In acest scop supapa se confectioneaza sub forma tubulara (supapa de evacuare a motorului SR-211), iar 40 60% din volumul cavitatii interioare se umple cu substante cu punct de topire coborit (sodiu metalic, azotat de sodiu sau potasiu). In functionare substanta se topeste, se agita energic prin miscarea alternativa a supapei si usureaza trecerea de caldura de la taler la tija si la bucsa de ghidare. Se obtine o reducere a temperaturii cu 100 150C. Descarcarea termica a supapei se obtine prin utilizarea a doua supape de evacuare.
Pentru a obtine un contact bun intre fata conica si sediu se prevede o diferenta de 30' 1 intre unghiurile de inclinare ale celor doua fete (de exemplu 45 cu 44 sau 29 cu 30).
1.3. Materiale pentru supape
Talerul supapei de evacuare pretinde un material cu rezistenta mecanica si duritate sporita la temperaturi inalte, rezistenta superioara la actiunea oxidanta a gazelor, conductibilitate termica ridicata. Tija supapei pretinde calitati bune de alunecare.
Tehnologia de prelucrare mecanica. Aspecte particulare si
etapele principale ale procesului tehnologic
Forma constructiva, precum si caracterul productiei de serie sau in masa, face posibila automatizarea procesului de prelucrare mecanica. Tehnologiile moderne prevad obtinerea unor semifabricate foarte precise, cu adaosuri mici, astfel ca uzinarea sa se poata face numai prin rectificare.
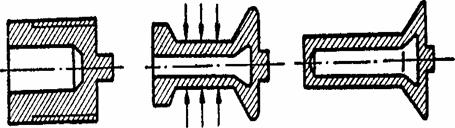
Fig. 6. Obtinerea semifabricatelor pentru supape:
a) supapa plina; b) supapa tubulara.
Conditia principala ce trebuie indeplinita la prelucrarea supapei este realizarea unei concentricitati cit mai perfecte a conului de asezare al capului supapei cu portiunea de ghidare a tijei. In cazul general supapele se prelucreaza prin strunjire si rectificare. Cind se obtin semifabricate precise, prelucrarea supapelor se face numai prin rectificare. Etapele principale de prelucrare mecanica depind de procesul tehnologic adoptat.
In cazul prelucrarii prin strunjire si rectificare se executa urmatoarele grupe de operatii: operatii de profilare a supapei; tratament termic; operatii de finisare; operatii de control. Profilarea supapei se executa prin strunjire, cu cutite a caror geometrie asigura forma canalelor pentru sigurante, precum si a portiunii de racordare dintre capul supapei si tija. Dupa obtinerea profilului supapei in stare semifinita se aplica tratamentul termic de durificare a suprafetei capului tijei prin curenti de inductie. Operatiile de finisare se executa prin rectificare.
Unele procese tehnologice, cuprind si operatia de roluire a tijei in vederea obtinerii unei suprafete de inalta calitate.
Cind supapele sint prevazute cu acoperiri din materiale dure pe capul tijei si pe suprafata conica, in procesul tehnologic sunt cuprinse si operatiile de aplicare a acestor materiale.
3. Succesiunea principalelor operatii de prelucrare a supapelor pe
linie tehnologica automata
Caracterul de masa a productiei supapelor, precum si geometria lor, permit automatizarea procesului tehnologic de fabricatie. In figura 7 si tabelul 1 se arata organizarea fluxului tehnologic pentru prelucrarea automata a supapelor motorului automobilului "Moskvici 412' cu o productivitate de 2,8 milioane bucati anual. Pe aceasta instalatie exista posibilitatea prelucrarii supapelor cu diametrul talerului supapei de 22,560 mm, diametrul tijei 515 mm, lungimea supapei 9..200 mm si unghiul fatetei de 90 120.
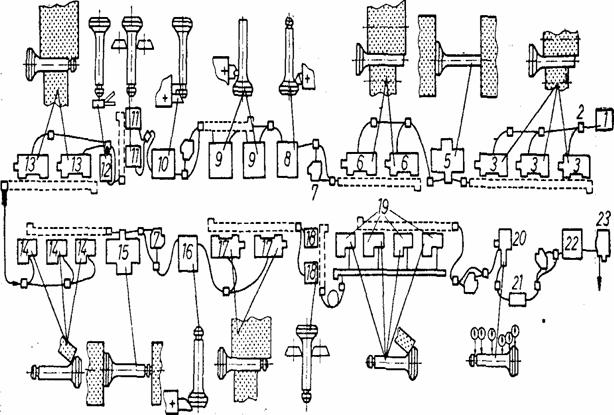
Fig. 7. Schema unei linii automate pentru prelucrarea supapelor
Succesiunea operatiilor de prelucrare a supapei pe linie automata
Tabelul 1
|
Nr. op. |
Denumirea operatiei |
Masina-unealta |
|
1 |
Depozitare pentru orientare |
Buncar |
|
2 |
Transportul pieselor |
Transportor |
|
3 |
Rectificarea de degrosare a tijei |
Masina automata de rectiticat |
|
4 |
Control automat | |
|
5 |
Rectificarea de degrosare a capetelor |
Masina bilaterala automata de rectificat |
|
6 |
Rectificarea de semifinisare a tijei |
Masina automata de rectificat fara centre |
|
7 |
Depozitare |
Buncar |
|
8 |
Strunjirea fatetei |
Strung automat |
|
9 |
Strunjirea zonei de racordare |
Strung automat |
|
Profilarea capatului tijei |
Strung automat |
|
|
Roluirea tijei |
Masina de roluit |
|
|
Calirea capatului tijei |
Instalatie pentru calire prin curenti |
|
|
de inductie |
||
|
Rectificarea tijei |
Masina de rectificat fara centre |
|
|
Rectificarea de degrosare a fatetei |
Masina de rectificat |
|
|
Rectiticarea de finisare a capetelor supapei |
Masina bilaterala automata de rectificat |
|
|
Strunjirea de finisare a capului supapei |
Strung automat |
|
|
Rectificarea de finisare a tijei |
Masina de rectificat fara centre |
|
|
Roluirea tijei |
Masina de roluit |
|
|
Rectificarea fatetei |
Masina automata de rectificat |
|
|
Controlul automat al principalelor | ||
|
dimensiuni | ||
|
Control vizual | ||
|
Protectie anticoroziva | ||
|
Ambalare |
4. Prelucrarea supapei numai prin rectificare
Fata de metoda prezentata anterior apar deosebiri in ceea ce priveste degrosarea profilului supapei. Deoarece semifabricatul este foarte precis numarul de operatii este mult mai mic ceea ce constituie principalul avantaj al acestei tehnologii. Operatiile de prelucrare se executa pe masini de reclificat plan, masini de rectificat fara centre sau masini speciale. Orientativ succesiunea principalelor operatii pentru prelucrarea supapei numai prin rectificare este exemplificata in tabelul
Exemplu de proces tehnologic pentru prelucrarea supapei numai prin rectificare
Tabelul 2
|
Nr. op. |
Denumirca operatiei |
Masina-unealta |
|
Retezare |
Masina de retezat |
|
|
Rectiticarea suprafeiei frontale a tijei |
Masina de rectificut plan |
|
|
supapei | ||
|
Rectificarea de degrosare 1 a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea supratetei frontale a capuiui |
Masina de rectificat |
|
|
supapei | ||
|
Rectificarea suprafetei cilindrice a capului |
Masina de rectificat exterior |
|
|
supapei |
automata |
|
|
Rectificarea canalelor pentru sigurante |
Masina de rectificat speciala |
|
|
Calire prin curenti de inductie si revenire |
Instalatia pentru tratament termic |
|
|
Rectificarea de degrosare 2 a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea de semifinisare a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea de finisare a suprafetei |
Masina de rectificat plan |
|
|
frontale a tijei | ||
|
Rectificarea suprafetei conice |
Masina speciala de rectificat conic |
|
|
Rectificarea de finisare a tijei supapei |
Masina de rectificat fara centre |
|
|
Spalare |
Instalatie de spalat |
|
|
Control final |
Aparatura de control |
|
|
Conservare - ambalare |
Instalatie de spalat si conservat |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3524
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved