| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Masinile si utilajele pentru maruntirea materialelor se pot clasifica in trei grupe mari in functie de gradul de maruntire:
masini si utilaje pentru sfaramare, concasoare, la care in timpul procesului de maruntire se formeaza volume noi si este aplicabila ipoteza Kick. La aceste masini materialul brut este maruntit prin aplicarea unor presiuni asupra bucatilor de material;
masini si utilaje pentru macinare, mori, la care in timpul procesului de maruntire se formeaza suprafete noi si este aplicabila ipoteza Rittinger. La aceste masini materialul brut este maruntit prin contact cinetic;
masini zdrobitoare-desciorchinatoare, care se folosesc in industria vinificatiei pentru maruntirea strugurilor. La aceste masini materialul de maruntit nu este solid si nu se aplica legile de maruntire.
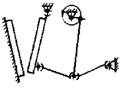
a) Masini cu miscare simpla a falcii mobile (figura 1, a) - in acest caz sfaramarea bucatilor de material se face prin compresiune intre falca fixa si falca mobila care are o miscare de oscilatie in jurul axei de suspendare.
b) Masini cu miscare complexa a falcii mobile (figura 1, b) - in acest caz sfaramarea bucatilor de material se face prin compresiune si frecare intre falca fixa si falca mobila care are o miscare complexa.
|
|
|
Fig. 1, aConcasor cu falci cu miscare simpla a falcii mobile |
Fig. 1, bConcasor cu falci cu miscare complexa a falcii mobile |
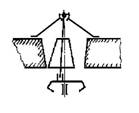
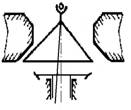
B. Concasoare cu con girator
Se executa in doua variante: cu con inalt (figura 2, a) sau cu con plat (figura 2, b) - in acest caz sfaramarea bucatilor de material se face prin compresiune intre un con exterior fix si un con interior mobil care are o miscare giratorie, axa conului mobil descriind in timpul miscarii o suprafata conica sau cilindrica.
|
|
|
Fig. 2, aConcasor girator cu con inalt |
Fig. 2, bConcasor girator cu con plat |
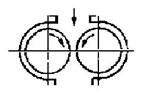
In functie de natura materialului de maruntit pot avea cilindri netezi ( figura 3, a) sau dintati (figura 3, b). in acest caz sfaramarea bucatilor de material se face prin comprimare intre doi cilindri netezi respectiv prin comprimare si forfecare intre doi cilindri dintati, care se rotesc in sensuri contrare.
|
|
|
Fig. 3, aConcasor cu valturi netede |
Fig. 3, bConcasor cu valturi dintate |
1. Mori
Dupa modul de functionare se pot distinge urmatoarele tipuri principale de mori: cu ciocane, cu bile sau bare.
In acest caz sfaramarea bucatilor de material se face prin lovirea lor de catre ciocane (fixe sau articulate), prin impactul dintre fragmentele rezultate si placile de blindaj si prin forfecarea materialului maruntit intre capetele ciocanelor si barele gratarului de calibrare (figura 4).
|
|
|
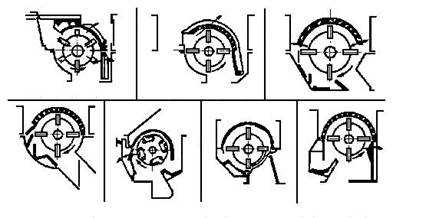
Fig. 4 Variante constructive ale morii cu ciocane |
 In
acest caz sfaramarea bucatilor de material se face datorita
contactului cu bilele sau barele (figura 5) din otel sau material ceramic
aflate in interiorului unui tambur rotativ. Materialul raspandit printre
bile sau printre bare (mediul de macinare) sufera loviri repetate. La
efectul loviturilor se adauga si cel al frecarii dintre mediul
de macinare si materialul de prelucrat, precum si frecarea cu
tamburul.
In
acest caz sfaramarea bucatilor de material se face datorita
contactului cu bilele sau barele (figura 5) din otel sau material ceramic
aflate in interiorului unui tambur rotativ. Materialul raspandit printre
bile sau printre bare (mediul de macinare) sufera loviri repetate. La
efectul loviturilor se adauga si cel al frecarii dintre mediul
de macinare si materialul de prelucrat, precum si frecarea cu
tamburul.
Masinile exemplificate mai sus sunt cele mai reprezentative dar in anumite conditii unele concasoare pot functiona ca mori, cu conditia unor modificari constructive.
1.3. Zdrobitoare-desciorchinatoare
Zdrobitoarele-desciorchinatoare pot fi clasificate in doua tipuri de baza:
A.  Zdrobitoare-desciorchinatoare
cu valturi
Zdrobitoare-desciorchinatoare
cu valturi
La aceste masini organele de lucru sunt valturile, care pot fi netede sau profilate si desciorchinatorul care are o pozitie orizontala. Strugurii sunt zdrobiti intre valturi dupa care boabele sunt separate de desciorchinator (fig. 6). Forma geometrica a suprafetei valturilor influenteaza productivitatea utilajului, consumul de energie si, in principal, calitatea vinului obtinut.
B. Zdrobitoare-desciorchinatoare cu soc
 Particularitatea
acestor masini consta in faptul ca operatia de zdrobire
si cea de desciorchinare sunt efectuate de rotorul cu brate al
masinii. De aceea acesta are o turatie foarte mare (450-500 rot/min).
Rotorul poate avea pozitia constructiva verticala (fig. 7) sau
orizontala. In cazul utilajelor cu rotorul orizontal, in bostina
ramane o cantitate importanta de boabe nezdrobite si de aceea
masinile sunt dotate cu dispozitive suplimentare de zdrobire. Turatia
foarte mare a rotorului se reflecta negativ asupra calitatii
vinului. Eficienta acestor zdrobitoare este relativ scazuta.
Particularitatea
acestor masini consta in faptul ca operatia de zdrobire
si cea de desciorchinare sunt efectuate de rotorul cu brate al
masinii. De aceea acesta are o turatie foarte mare (450-500 rot/min).
Rotorul poate avea pozitia constructiva verticala (fig. 7) sau
orizontala. In cazul utilajelor cu rotorul orizontal, in bostina
ramane o cantitate importanta de boabe nezdrobite si de aceea
masinile sunt dotate cu dispozitive suplimentare de zdrobire. Turatia
foarte mare a rotorului se reflecta negativ asupra calitatii
vinului. Eficienta acestor zdrobitoare este relativ scazuta.
La alegerea tipului de masina necesar maruntirii unui anume tip de material trebuie avute in vedere urmatoarele aspecte:
caracteristicile fizico-chimice ale materialului supus maruntirii: compozitia, densitatea, structura, temperatura de topire, stabilitatea termica, plasticitatea, elasticitatea;
caracteristicile tehnice: continutul de umiditate, marimea bucatilor;
forma, structura, marimea si granulometria bucatilor rezultate, suprafata specifica, volumul specific sau masa specifica in vrac;
modul de functionare a utilajelor de maruntire: temperatura de lucru, gradul de maruntire, productivitatea, uzura pieselor, gradul de impurificare a produsului, numarul de trepte de maruntire;
modul de realizare a operatiei de maruntire discontinua sau continua, consumul specific, costul operatiei.
Scheme de maruntire
In majoritatea cazurilor materialul cu care este alimentata o masina de maruntire nu are o granulatie uniforma. El poate cuprinde particule ce au marimea egala cu dimensiunea ce rezulta dupa maruntire.
 Introducerea unor astfel de
particule in masina de maruntit ar insemna un consum de energie
inutil cu implicatii asupra debitului masinii. Este, de aceea,
indicata o ciuruire preliminara a materialului, astfel incat
materialul marunt sa fie separat, urmand sa fie reunit cu restul
materialului dupa ce acesta a fost maruntit. O astfel de
schema poarta numele de circuit
deschis (figura 8, a). Schema in circuit deschis furnizeaza un produs
cu spectru granulometric extins, ceea ce poate constitui un neajuns pentru
anumite tehnologii. Spectrul granulometric poate fi uniformizat in cazul
schemei cu circuit inchis (figura 8,
b) in care materialul ce nu trece la ciuruirea finala se intoarce la
concasor sau moara. Cele doua scheme pot fi combinate si astfel
circuitul inchis poate fi precedat de o ciuruire preliminara.
Introducerea unor astfel de
particule in masina de maruntit ar insemna un consum de energie
inutil cu implicatii asupra debitului masinii. Este, de aceea,
indicata o ciuruire preliminara a materialului, astfel incat
materialul marunt sa fie separat, urmand sa fie reunit cu restul
materialului dupa ce acesta a fost maruntit. O astfel de
schema poarta numele de circuit
deschis (figura 8, a). Schema in circuit deschis furnizeaza un produs
cu spectru granulometric extins, ceea ce poate constitui un neajuns pentru
anumite tehnologii. Spectrul granulometric poate fi uniformizat in cazul
schemei cu circuit inchis (figura 8,
b) in care materialul ce nu trece la ciuruirea finala se intoarce la
concasor sau moara. Cele doua scheme pot fi combinate si astfel
circuitul inchis poate fi precedat de o ciuruire preliminara.
In cazul maruntirii in circuit inchis, materialul trece prin concasor de mai multe ori. Sarcina de recirculatie, care incarca masina suplimentar, reprezinta 200-300% fata de cantitatea de materie prima alimentata in unitatea de timp. Cu toate acestea, pe ansamblu, debitul instalatiei in circuit inchis creste, iar uniformitatea granulatiei produsului este mai mare.
Ca realizare, schema inchisa implica, pe langa ciururi si masini de transportat corespunzatoare. Se ajunge astfel la instalatii de maruntire, complexe.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4513
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved