| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
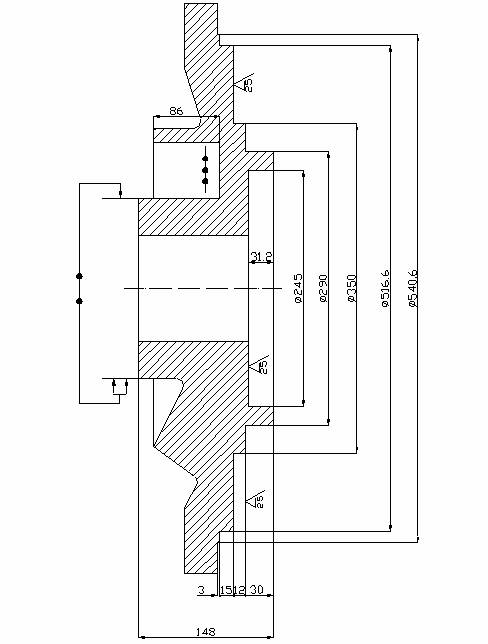
Strunjire de degrosare I.
a)Schita operatiei.
b)Fazele operatiei
a.-prinderea piesei
1.Strunjire frontala cota 148+0,250
2.Strunjire
interioara ![]()
3.Strunjire
exterioara ![]() 290*31,2 (30+1,2)
290*31,2 (30+1,2)
4.strunjire
exterioara ![]() 350*12
350*12
5.Strunjire
exterioara ![]() 516,6 (515+1,6)*13,4(15-1,6)
516,6 (515+1,6)*13,4(15-1,6)
6.Strunjire
exterioara ![]() 540,6(539+1,6)*3(1,6+3-1,6)
540,6(539+1,6)*3(1,6+3-1,6)
b.-desprinderea piesei
c)caracteristici ale sistemului tehnologic
M.U.: SN800 tabelul 6.1.
-scule:-cutit frontal STAS 6382-80
-cutit pentru interior STAS 6385-80
-cutit pentru exterior STAS 6379-80
Caracteristicile sculelor utilizate sunt date in tabelul 6.2.
-dispozitiv:dispozitiv de orientare si fixare pentru strunjire
-verificare:subler
Tabelul 6.1.
|
Denumirea utilajului:strung paralel Tipul :SN800*3000 |
Uzina de strunguri Arad |
|||||
|
Nr crt |
Caracteristica |
Valoare |
U.M |
|||
|
1. |
2 . |
3. |
||||
|
inaltimea varfurilor |
400 |
mm |
||||
|
distanta maxima intre varfuri |
3000 |
mm |
||||
|
diametrul alezajului arborelui principal |
52 |
mm |
||||
|
conicitatea alezajului arborelui principal |
Morse 6. |
|||||
|
diametrul maxim de strunjire -deasupra ghidajelor -deasupra saniei transversale -cu luneta fixa -cu luneta mobila | ||||||
|
800 |
mm |
|||||
|
485 |
mm |
|||||
|
300 |
mm |
|||||
|
130 |
mm |
|||||
|
conicitate maxima de prelucrare |
175 |
mm |
||||
|
numarul treptelor turatiilor arborelui principal |
28 |
trepte |
||||
|
turatiile arborelui principal |
rot/min |
|||||
|
numarul treptelor de avans longitudinal |
28 |
trepte |
||||
|
avansurile longitudinale |
mm/rot |
|||||
|
numarul treptelor de avans transversal |
trepte |
|||||
|
avansurile transversale |
mm/rot |
|||||
|
1 |
2 . |
3. |
||||
|
valoarea pasilor filetelor:-metric -whitwork -modul -filete speciale |
mm |
|||||
|
pasi/" |
||||||
|
prin roti de schimb |
||||||
|
pasul surubului conducator:-carucior -sanie transversala -sanie port cutit |
12 |
mm |
||||
|
8 |
mm |
|||||
|
5 |
mm |
|||||
|
cursa maxima a saniei principale |
mm |
|||||
|
cursa maxima a saniei transversale |
380 |
mm |
||||
|
sectiunea maxima a cutitului |
mm |
|||||
|
cursa maxima a saniei port-cutit |
175 |
mm |
||||
|
conicitatea alezajului pinolei |
Morse 5 |
|||||
|
cursa maxima a pinolei |
mm |
|||||
|
distanta pe verticala de la linia varfurilor pana la baza de asezare a cutitului |
40 |
mm |
||||
|
diametrul pinolei papusii mobile |
100 |
mm |
||||
|
deplasarea transversala a papusii mobile |
|
mm |
||||
|
puterea motorului principal |
18 |
kw |
||||
|
turatia motorului principal |
rot/min |
|||||
|
suprafata ocupata de masina |
mm |
|||||
|
masa masinii |
kg |
|||||
Tabelul6.2
|
Schita cutitului |
Tipul cutitului si STAS |
Material placuta |
grade |
X, grade |
daN/ |
H, mm |
B, mm |
r, mm |
c, mm |
Krv, |
|
pentru colt STAS 6379-80 |
P20 | |||||||||
|
laterale STAS 6381-80 |
P20 | |||||||||
|
frontale STAS 6382-80 |
P20 | |||||||||
|
pentru colt interior STAS 6385-80 |
P20 |
d) parametrii regimului de prelucrare.
*alegerea sculei aschietoare
Tabelul 6.3.
|
faza | ||||||
|
sectiunea cutitului H*13 | ||||||
|
STAS cutit | ||||||
|
material cutit |
P20 |
P20 |
P20 |
P20 |
P20 |
P20 |
*Stabilirea duritatii economice si a uzurii admisebile a sculei aschietoare.
Duritatea economica se stabileste in functie de dimensiunile cutitului,materialul partii active a cutitului si materialul semifabricatului.
Uzura adimisibila a cutitelor de strung se stabileste in functie de materialul partii active a cutitului,materialul semifabricatului si rugozitatea prescrisa piesei.
Tabelul 6.4.
|
faza |
1 |
2 |
3 |
4 |
5 |
6 |
|
T[min] |
90 |
90 |
90 |
90 |
90 |
90 |
|
VB[min] |
*Stabilirea adancimii de aschiere si a numarului de treceri.
La prelucrarea de degrosare se tinde catre realizarea unei productivitati maxime inlaturandu-se adaosul de prelucrare printr-o singura trecere,in cazul in care sistemul tehnologicsi conditiile de lucru permit.
Daca adaosul de prelucrare este prea mare atunci adancimea de aschiere se calculeaza cu relatia urmatoare(6.1):
![]() [mm]
[mm]
unde:Ac=adaosul de prelucrare calculat [mm]
i=numarul de treceri
Tabelul 6.5.
|
faza |
1 |
2 |
3 |
4 |
5 |
6 |
|
Ac[mm] |
4,5 |
31,2 |
31,2 |
12 |
13,4 |
3 |
|
i[treceri] |
2 |
8 |
8 |
4 |
4 |
1 |
|
t[mm] |
2,25 |
3,9 |
3,9 |
3 |
3,35 |
3 |
*Stabilirea avansului de aschiere.
In cazul prelucrarii prin strunjire valorile avansului depind de rezistenta corpului cutitului,rezistenta placutei din carburi metalice,eforturile admise de mecanismele de avans ale masinii-unelte,momentul de torsiune admis de mecanismul miscarii principale a masinii-unelte,precizia prescrisa suprafetei prelucrate.
Pentru cresterea productivitatii muncii la prelucrarea de degrosare se urmareste ca avansul sa fie cat mai mare,in detrimentul vitezei de aschiere.
Tabelul 6.6
|
faza |
1 |
2 |
3 |
4 |
5 |
6 |
|
s[rot/min] |
1 |
0,62 |
0,62 |
0,62 |
0,62 |
0,62 |
*Stabilirea vitezei de aschiere.
In cazul strunjirii viteza de aschiere se calculeaza cu relatia 6.2.
v=![]() [m/min]
[m/min]
unde:Cv=constanta ce depinde de caracteristicile materialului care se prelucreaza si al materialului sculei
aschietoare.
T=durabilitatea sculei aschietoare [min].
mv=exponentul durabilitatii.
t=adancimea de aschiere.
Xv=exponentul adancimii de aschiere.
S=avansul de aschiere [mm/rot].
Yv=exponentul avansului de aschiere.
k=coeficientul de corectie care are expresia:
k=![]() (6.3)
(6.3)
in care:![]() =coeficient
de corectie in functie de durabilitatea
sculei aschietoare.
=coeficient
de corectie in functie de durabilitatea
sculei aschietoare.
![]() =coeficient
de corectie in functie de prelucrabilitatea materialului
=coeficient
de corectie in functie de prelucrabilitatea materialului
![]() =coeficientul
de corectie in functie de starea materialului.
=coeficientul
de corectie in functie de starea materialului.
![]()
![]() =coeficient de corectie in functie de tipul
semifabricatului.
=coeficient de corectie in functie de tipul
semifabricatului.![]()
![]() =coeficient
de corectie in functie de unghiul de degajare
=coeficient
de corectie in functie de unghiul de degajare
![]() =coeficient
de corectie in functie de unghiul de atac principal.
=coeficient
de corectie in functie de unghiul de atac principal.
![]() =coeficient
de corectie in functie de unghiul de atac secundar.
=coeficient
de corectie in functie de unghiul de atac secundar.
![]() =coeficient
de corectie in functie de raza la varf a sculei aschietoare.
=coeficient
de corectie in functie de raza la varf a sculei aschietoare.
![]() =coeficient
de corectie in functie de marimea uzurii sculei aschietoare.
=coeficient
de corectie in functie de marimea uzurii sculei aschietoare.
![]() =coeficient
de corectie in functie de sectiunea cutitului.
=coeficient
de corectie in functie de sectiunea cutitului.
![]() =coeficient
de corectie pentru strunjirea interioara.
=coeficient
de corectie pentru strunjirea interioara.
![]() =coeficient
de corectie pentru strunjirea frontala.
=coeficient
de corectie pentru strunjirea frontala.
Tabelul 6.7.
|
Faza |
Cv |
T |
m |
t |
Xv |
S |
Yv |
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
*Stabilirea turatiei si a vitezei reale de aschiere.
Turatia se
calculeaza cu relatia: ![]() [rot/min] (6.7)
[rot/min] (6.7)
in care:-D=diametrul piesei care se prelucreaza [mm]
-v=viteza de aschiere calculata [m/min]
Valoarea obtinuta se pune de acord cu turatiile masinii-unelte.Dupa determinarea turatiei reale se calculeaza
viteza reala cu relatia: ![]() [m/min] (6.5)
[m/min] (6.5)
unde:-![]() -turatia
masinii-unelte [rot/min]
-turatia
masinii-unelte [rot/min]
In final se verifica variatia vitezei:
![]() [%] (6.6)
[%] (6.6)
Tabelul 6.8.
|
Faza |
V[m/min] |
n[rot/min] |
|
Vr [m/min] |
|
|
1 |
55 |
1,89 |
|||
|
2 |
65 |
4,51 |
|||
|
3 |
55 |
3,71 |
|||
|
4 |
55 |
4,54 |
|||
|
5 |
34 |
1,95 |
|||
|
6 |
34 |
0,61 |
*Stabilirea fortei principale de aschiere.
Componenta principala a fortei de aschiere se determina cu relatia:
F=CFz*![]() [daN] (6.7)
[daN] (6.7)
in care :
Kz=![]() (6.8)
(6.8)
Notatii:
CFz=constanta care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare.
t=adancimea de aschiere [mm]
X![]() =exponentul
adancimii de aschiere
=exponentul
adancimii de aschiere
S=avansul de aschiere [mm/rot]
Y![]() =exponentul
avansului de aschiere
=exponentul
avansului de aschiere
K1=coeficientul ce tine seama de starea si de grupa materialului.
K2=coeficientul in legatura cu proprietatile mecanice ale materialului prelucrat.
K3=coeficientul in legatura cu influenta unghiului de atac principal
K4=coeficientul in legatura cu influenta unghiului de degajare
K5=coeficientul in legatura cu influenta uzurii sculei
K6=coeficientul care tine seama de lichidul de aschiere
K7=coeficientul care tine seama de raza de varf a cutitului
K8=coeficientul in legatura cu influenta vitezei de aschiere
K9=coeficientul de corectie pentru cutite profilate
Tabelul 6.10.
|
Faza |
CFz |
t |
X |
S |
Y |
|
|
|
|
|
|
|
|
|
Fz |
|
1 |
| ||||||||||||||
|
2 | |||||||||||||||
|
3 | |||||||||||||||
|
4 | |||||||||||||||
|
5 | |||||||||||||||
|
6 |
*Stabilirea momentelor de aschiere.
Momentele de aschiere se determina cu relatia 6.9.:
M=![]() [daNm] (6.9)
[daNm] (6.9)
in care:-D=diametrul de prelucrat [mm]
-Fz=forta principala de aschiere [daN]
Tabelul 6.11.
|
Faza |
1 |
2 |
3 |
4 |
5 |
6 |
|
Fz |
246 |
246 |
||||
|
M |
43,05 |
66,49 |
*Verificarea puterii de aschiere.
Puterea reala se poate determina analitic cu relatia:
Pr=![]() [KW] (6.10)
[KW] (6.10)
in care:-Fz=componenta principala a fortei de aschiere [daN]
-Vr=viteza reala de aschiere [m/min]
-η=randamentul masinii-unelte η=0.8
Puterea reala trebuie sa verifice relatia:
P![]() (6.11)
(6.11)
Tabelul 6.12 ![]()
|
Faza |
1 |
2 |
3 |
4 |
5 |
6 |
|
Fz |
246 |
246 |
||||
|
Vr |
60,476 |
57,744 |
||||
|
Pr |
3,1 |
2,96 |
e)Norma de timp
Norma tehnica de timp este durata necesara pentru executarea unei operatii in conditii tehnico-organizatorice determinate si cu folosirea cat mai rationala a tuturor mijloacelor de productie.
In norma tehnica de timp intra o serie de timpi,astfel:
NT=![]() [min] (6.12)
[min] (6.12)
in care:-![]() =de baza
[min]
=de baza
[min]
-![]() =timpul
auxiliar [min]
=timpul
auxiliar [min]
-![]() =timpul de
deservire tehnica [min]
=timpul de
deservire tehnica [min]
-![]() =timpul de
deservire organizatorica [min]
=timpul de
deservire organizatorica [min]
-![]() =timpul de
odihna si necesitati firesti [min]
=timpul de
odihna si necesitati firesti [min]
-![]() =timpul de
pregatire-incheiere [min/lot]
=timpul de
pregatire-incheiere [min/lot]
-n=lotul de piese care se prelucreaza in mod continuu la aceeasi masina-unealta
n=100 buc
*Stabilirea timpului de baza Tb
Timpul de baza se calculeaza pentru fiecare faza cu relatia:
T![]() =
=![]() [min] (6.13)
[min] (6.13)
unde:-l=lungimea de prelucrat [mm]
-![]() =lungimea
de angajare a cutitului [mm]
=lungimea
de angajare a cutitului [mm]
-![]() =lungimea
de iesire a cutitului [mm]
=lungimea
de iesire a cutitului [mm]
-i=numarul de treceri
-S=avansul de prelucrare [mm/rot]
-n=turatia de prelucrare [rot/min]
Tabelul 6.13
|
Faza |
l |
|
|
i |
S |
n |
T |
|
1 |
2 |
2 |
2 |
1 |
55 | ||
|
2 |
2 |
0 |
8 |
0,62 |
65 | ||
|
3 |
2 |
0 |
8 |
0,62 |
55 | ||
|
4 |
2 |
0 |
4 |
0,62 |
55 | ||
|
5 |
2 |
0 |
4 |
0,62 |
34 | ||
|
6 |
2 |
0 |
1 |
0,62 |
34 |
Tb=![]() =0,96+6,59+6,59+1,64+2,92+0,24=18,94min
=0,96+6,59+6,59+1,64+2,92+0,24=18,94min
*Stabilirea timpului auxiliar Ta.
-pentru prinderea
si desprinderea piesei: T![]() =4,50 min
=4,50 min
-pentru comanda
masinii-unelte: T![]() =3,58
min
=3,58
min
-legati de
faza: T![]() =3,82 min
=3,82 min
-pentru masuratori
de control: T ![]() =2,60
min
=2,60
min
Ta=![]() =4,50+3,58+3,82+2,60=14,5
min
=4,50+3,58+3,82+2,60=14,5
min
*Stabilirea timpului de deservire tehnica Tdt.
Tdt=![]() [min] (6.14)
[min] (6.14)
Tdt=![]() [min]
[min]
*Stabilirea timpului
de deservire organizatorica T![]() .
.
T![]() =
=![]() [min] (6.15)
[min] (6.15)
T![]() =
=![]() [min]
[min]
*Stabilirea timpului de odihnasi necesitati firesti Ton.
Ton=3,0 min
*Stabilirea timpului de pregatire-incheiere Tpi.
Tpi=28 min
*Stabilirea normei
de timp ![]() .
.
![]() =18,94+14,5+0,47+0,33+3+
=18,94+14,5+0,47+0,33+3+![]() =37,42 min
=37,42 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4200
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved