| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Realizarea reperului BUCSA CAP TELESCOP presupune urmarea etapelor:
Descrierea reperului
Alegerea materialului
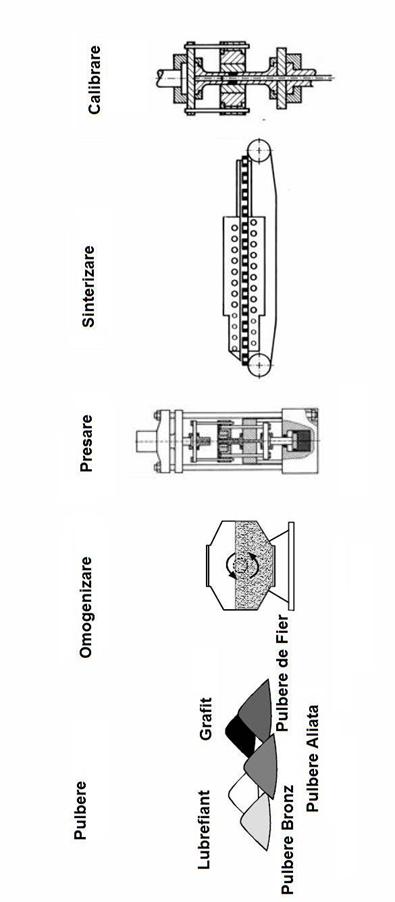
Fluxul tehnologic
Desenul de executie
Imagini reper BUCSA CAP TELESCOP

a) vedere din partea superioara

b) vedere din partea inferioara

c) vedere laterala

d) vedere din unghi
2. DESCRIEREA REPERULUI SI A METODELOR DE OBRINERE
Proiectul consta in elaborarea tehnologiei de fabricatie din pulberi metalice a reperului BUCSA CAP TELESCOP, de forma cilindrica cu doua extremitati si on orificiu interior de forma circulara cu dimensiunile:
Diametrul exterior : ![]() 48 mm
48 mm
Diametrul interior : ![]() 14 mm
14 mm
Inaltimea maxima : 17 mm
Masa : 125g
Reperul se utilizeaza la fixarea telescoapelor ale autoturismelor DACIA 1310 de caroseria automobilui. Bucsa realizeaza o distributie mai uniforma a fortelor de copresiune pe care tija telescopului le transmite caroserie iar imbinarea TIJA TELESCOP - BUCSA CAP TELESCOP - CAROSERIE se face cu ajutorul unui ansamblu surub piulita.
METODE DE OBTINERE
![]() PRELUCRARI
PRIN ASCHIERE
PRELUCRARI
PRIN ASCHIERE
O metoda alternative de obtinere a reperului ar fi obtinerea acestuia prin prelucrari prin aschiere dintr-o bara de otel. Insa aceasta metoda prezinta urmataorele dezavantaje majore:
pierderi mari de material
timp indelungat de productie in cazul unei serii mari
cost ridicat al manoperei
forta de munca calificata
![]() FABRICAREA PRIN METALURGIA PULBERILOR
FABRICAREA PRIN METALURGIA PULBERILOR
Tehnologia de fabricatie a reperului prin metalurgia pulberilor prezinta mai multe avantaje, in comparatie cu metodele clasice ( precum ce exemplificata mai sus ), dintre care amintim:
pierderi mici de material
productivitate ridicata
cost scazut al piesei finite
calificarea muncitorului presupune doar actionarea presei
posibilitate de automatizare a instalatiei
3. ALEGEREA MATERIALULUI
La obtinerea pieselor sinterizate se utilizeaza pulberi metalice ale caror caracteristici (dimensiune, forma, structura, calitate a suprafetei) sunt determinate de materialul din care sunt realizate si de procedeul tehnologic de elaborare.
Pulberea metalica prin forma, dimensiune, structura si mod de elaborare influenteaza proprietatile statice si dinamice ale piesei elaborate.
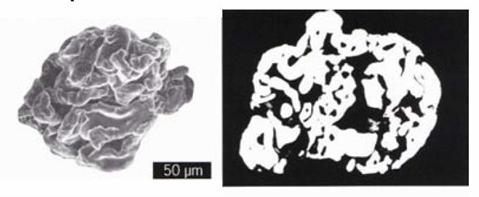
Pentru obtinerea reperului BUCSA CAP TELESCOP se va folosi o pulbere metalica de tipul : NC 100.24, obtinuta prin reducere si caracterizata prin forma neregulata, spongioasa si cu suprafasa rugoasa, iar ca si lubrefiant se va folosi Stearat de Zinc in procent de 0,8%.
 Atat
proprietatile statice, cat si cele dinamice sunt mari pentru piesa din pulberea de fier redusa (NC 100.24). Aceasta deoarece in
procesul de compactizare asperitatile de pe suprafata granulelor realizeaza legaturi
mecanice puternice. De asemenea suprafata de contact dintre granule poate fi
mai mare, datorita deformarii asperitatlor de pe suprafata particulelor, conducand
la formarea unor punti intergranulare cu sectiune mai mare.
Atat
proprietatile statice, cat si cele dinamice sunt mari pentru piesa din pulberea de fier redusa (NC 100.24). Aceasta deoarece in
procesul de compactizare asperitatile de pe suprafata granulelor realizeaza legaturi
mecanice puternice. De asemenea suprafata de contact dintre granule poate fi
mai mare, datorita deformarii asperitatlor de pe suprafata particulelor, conducand
la formarea unor punti intergranulare cu sectiune mai mare.
NC 100.24 la Fig 2: Sectiune transversala
Microscopul electronic
Pulberea de fier spongios NC 100.24 (fig.1,
fig.2) cu dimensiunea particulelor de
aproximativ 90 ![]() , are proprietati de compactizare foarte bune, fiind una
dintre pulberile HOGANAS cu compresibilitate buna.
, are proprietati de compactizare foarte bune, fiind una
dintre pulberile HOGANAS cu compresibilitate buna.
![]()
 Rezistenta de rupere la
tractiune si limita de curgere (figura 3) prezinta o tranzitie in jurul valorii de 8-9% din porozitatea totala, iar
la porozitati mai mici de 8-9%
apare o imbunatatire mai evidenta a proprietatilor statice si dinamice a
materialelor obtinute din pulberea de fier redusa.
Rezistenta de rupere la
tractiune si limita de curgere (figura 3) prezinta o tranzitie in jurul valorii de 8-9% din porozitatea totala, iar
la porozitati mai mici de 8-9%
apare o imbunatatire mai evidenta a proprietatilor statice si dinamice a
materialelor obtinute din pulberea de fier redusa.
 4.
ITINERAR TEHNOLOGIC
4.
ITINERAR TEHNOLOGIC
4.1. ELABORARE PULBERILOR
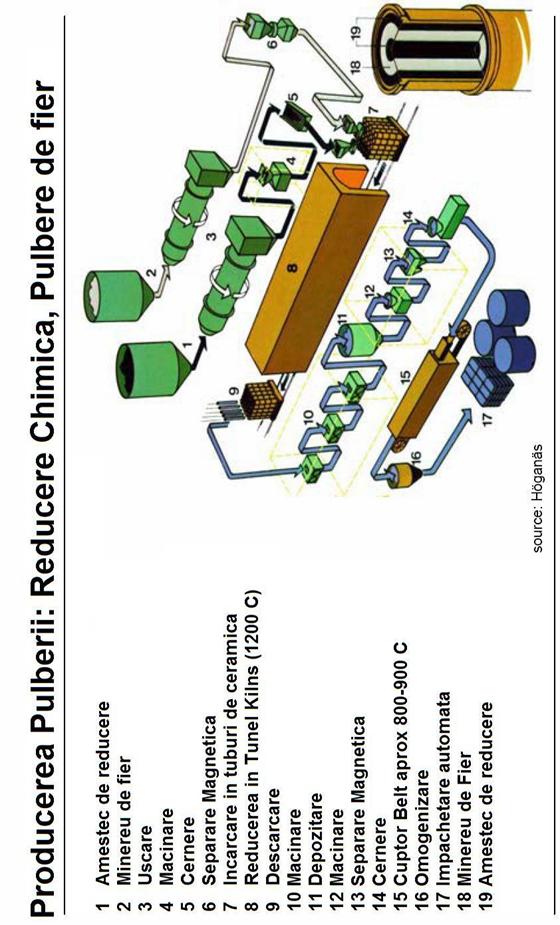
Reducerea oxizilor de fier cu carbon solid. Procedeul Hoganas de fabricare a fierului spongios
Procedeul Hoganas de fabricare a fierului spongios consta in esenta dintr-un proces chimic prin care minereul de fier, preparat si macinat fin, este redus in faza solida cu cocs realizandu-se o masa metalica spongioasa din fier metalic care, ulterior poate fi usor fragmentata sub forma de particule de pulbere.
Minereul de fier utilizat este o
magnetita (Fe30![]() ) foarte pura, obtinuta prin preparare
si provenita din minele din nordul Suediei si Norvegiei. Minereul care in mod
natural contine cantitati extrem de mici de steril si cantitati extrem de
scazute de S si P este concentrat mai intai, preparat si livrat firmei Hoganas
pentru prelucrare.
) foarte pura, obtinuta prin preparare
si provenita din minele din nordul Suediei si Norvegiei. Minereul care in mod
natural contine cantitati extrem de mici de steril si cantitati extrem de
scazute de S si P este concentrat mai intai, preparat si livrat firmei Hoganas
pentru prelucrare.
Asa cum se poate observa pe fluxul tehnologic din figura 5, procesul de transformare a magnetitei in pulbere de fier porneste de la:
a) un amestec reducator care consta din cocs si din calcar (CaO), 1;
b) pulbere de magnetita preparata, 2.
Atat pulberea de magnetita cat si
amestecul de cocs si calcar sunt uscate separat in doua cuptoare rotative 3.
Amestecul pentru reducere usor aglomerat este maruntit si cernut iar magnetita
uscata este trecuta printr-un separator magnetic, dupa care, sunt incarcate cu
ajutorul unui dispozitiv de incarcare automat in straturi concentrice in
retorte ceramice, 4. Retortele au un diametru interior de ![]() 40 cm, o lungime de 2 m si constau din patru segmente
tubulare din carbura de siliciu asezate suprapus.
40 cm, o lungime de 2 m si constau din patru segmente
tubulare din carbura de siliciu asezate suprapus.
Reducerea Fe![]() 0
0![]() cu C are loc prin intermediul fazei gazoase si mai putin
prin reactie directa, datorita vitezelor mai mari de difuzie in faza gazoasa:
cu C are loc prin intermediul fazei gazoase si mai putin
prin reactie directa, datorita vitezelor mai mari de difuzie in faza gazoasa:
Fe304+3C=3Fe + 4CO (4)
reducerea se desfasoara in trepte:
Fe304 ->FeO->Fe (5)
Acest ciclu de reducere a oxizilor si de regenerare a CO continua pana cand toata magnetita a fost redusa la fier metalic iar cocsul a reactionat in cea mai mare parte. Concomitent cu ciclul de reducere, calcarul din amestecul de reducere leaga sulful continut de pulberea de cocs, conform reactiilor:
CaC03 -> CaO + C02 (6)
CaO + S + CO -> CaS + C02 (7)
Dupa ce reducerea s-a realizat, retortele sunt racite lent in cuptor pana la o temperatura de aprox. 250 C. In interiorul fiecarei retorte exista acum un burete de fier spongios de forma tubulara cu o porozitate de cca. 75 %, un reziduu de cocs nears si o cenusa bogata in sulf. La descarcarea automata, tuburile de fier spongios 7, sunt scoase din praful de cocs care a ramas iar cenusa este exhaustata din retorte. Prin aceste operatii, retortele sunt pregatite pentru o noua incarcare si o noua trecere prin cuptorul tunel.
Tuburile
de fier spongios rezultate in urma reducerii sunt curatate de pulberea de cocs
care a aderat pe suprafata lor si de cenusa, dupa care sunt faramitate in mai
multe trepte si macinate pana la o dimensiune a aglomeratelor de particule mai
mici de 10 mm. Pulberea de fier astfel obtinuta este trecuta succesiv prin separatoare
magnetice, mori si site in scopul de a obtine o dimensiune a particulelor mai
mica de 150![]() .
.
Ulterior pulberea este trecuta printr-un cuptor cu banda, in care este tratata la 800 - 1000 C in hidrogen in scopul reducerii continutului rezidual de carbon si oxigen la un nivel foarte scazut si a cresterii compresibilitatii.
Pulberea provenita din cateva cuptoare cu banda este colectata intr-un siloz special si supusa apoi omogenizarii in loturi de 60 sau 120 tone. Ulterior este testata cu atentie, determinandui-se proprietatile specifice, dupa care se impacheteaza si se stocheaza pentru livrare.
4.2. PREPARAREA AMESTECURILOR DE PULBERI
Operatia de preparare presupune amestecarea a doua sau mai multor tipuri de pulberi sau a mai multor sorturi din acelasi tip de pulbere cu ingredienti nemetalici. Acestia sunt adaugati pentru cresterea rezistentei pieselor sau pentru lubrifierea particulelor metalice, pentru a diminua frecarea interna din masa pulberii, frecarea pulberii de suprafata interioara a sculelor si uzura sculelor.

Fig. 6 a) Amestecator de pulbere b) Amestecul de pulbere rezultat
Viteza curgerii unei pulberi este deosebit de importanta pentru fabricarea prin metalurgia pulberilor a unui numar mare de piese. O curgere necorespunzatoare a pulberii determina o umplere neuniforma a cavitatii matritei.
Grafic, proprietatile de curgere a pulberii de fier, tipul NC 100-24, amestecata timp de 15 min. cu diferiti lubrifianti este prezentata in figura 2.1.
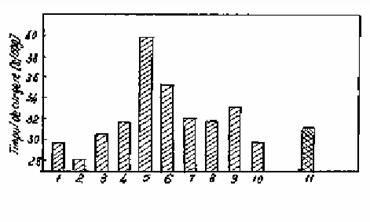 In primele sapte variante s-au utilizat
diferite tipuri de stearat de zinc, apoi lubrifiantul numit Metallus Hoganas si
stearatul de cobalt, iar ultimul caz fara lubrifiant.
In primele sapte variante s-au utilizat
diferite tipuri de stearat de zinc, apoi lubrifiantul numit Metallus Hoganas si
stearatul de cobalt, iar ultimul caz fara lubrifiant.
Fig.7 Proprietati de curgere ale pulberii de fier NC100-24 amestecata 15 min. cu diferiti lubrifianti
4.3. Dozarea amestecului de pulberi
Pentru ca pulberea sa umple interiorul cavitatii matritei de presare, ea trebuie sa cada liber din dispozitivul de alimentare sub greutatea proprie.
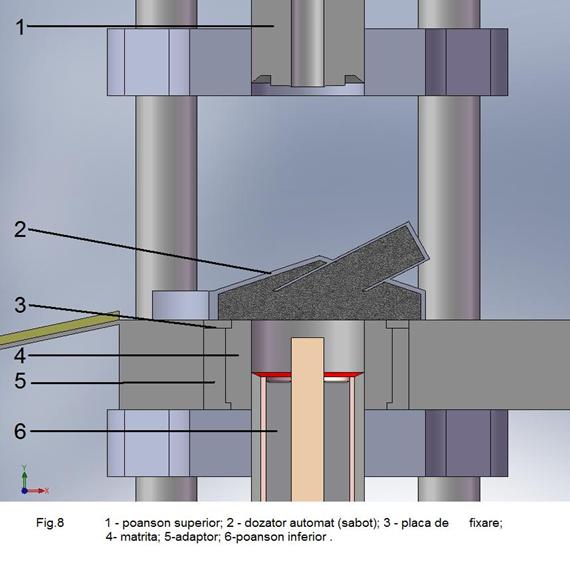
Ce mai utilizata metoda de dozare este metoda de dozare volumetrica unde se foloseste un dozator automat 2 (Fig.8 ) care indeplineste urmatoarele functii :
Volumul cavitatii matritei este proiectat in functie de : masa piesei (125g ), densitatea aparenta a pulberii ( 2,45 g/cm3 ), densitatea impusa pieselor. In etapa a doua dozatorul se retrage si urmeaza compactizarea piesei, care cuprinde deplasarea poansonului superior 1 si a poansonului inferior 6 unul inspre celalalt pe directia de presare.
Se alege o presiune de compactizare intre 300Mpa si 700Mpa si se determina in functie de densitatea la crud a piesei ce trebuie compactizata. A patra etapa o constituie extragerea comprimatului din matrita, prin retragerea poansonului superior 1 in pozitia initiala si ridicarea poansonului 6 in sus pana la iesirea comprimatului din matrita. Etapa a cincea consta in deplasarea comprimatului pe un plan inclinat, in tavi , moment in care se reia ciclul de dozare a pulberii pentru urmatorul comprimat.
4.4. UTILAJUL DE PRESARE
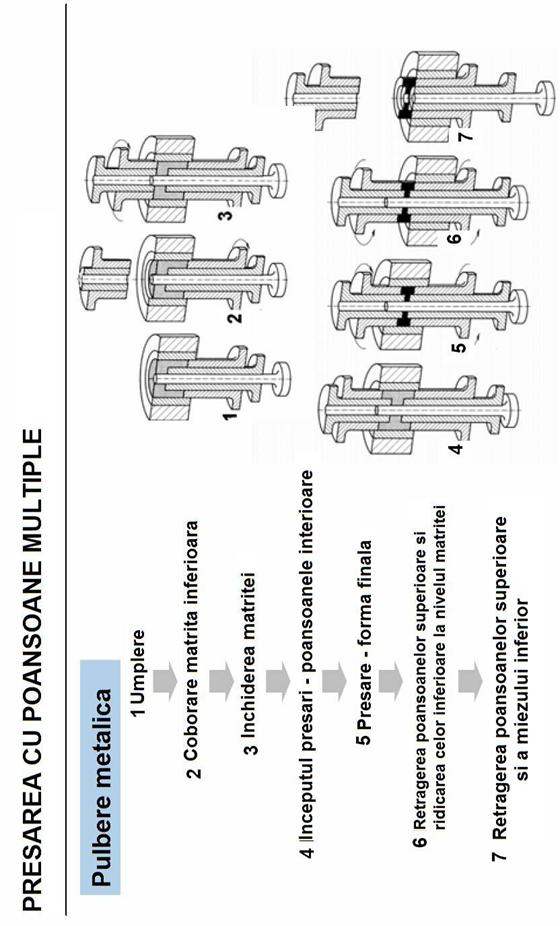
PRESAREA CU POANSOANE MULTIPLE
Ca si tip de procedeu pentru BUCSA CAP TELESCOP se va folosi o presare cu poansoane multiple deoarece este o piesa cu profil in trepte si astfel se impune necesitatyea asigurari unei densitati uniforme a piesei presate. Acest deziderat impune pastrarea unui raport de compresiune egal pentru toate zonele piesei care au inaltimi diferite. Evacuarea piesei se realizeaza prin deplasarea ascendenta a poansoanelor inferioare pentru fiecare nivel al piesei pana cand fiecare fata superioara a poansoanelor inferioare este la nivelul suprafetei matritei si retragerea miezului.
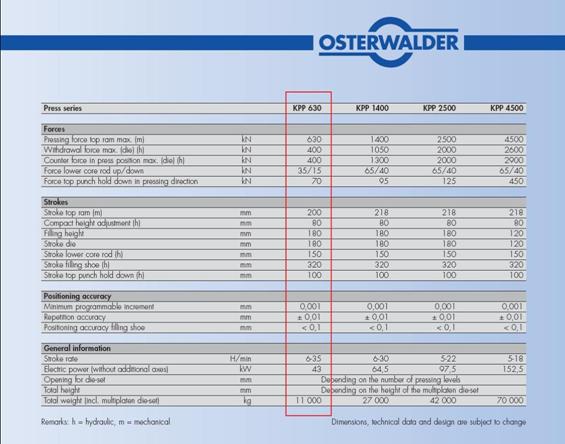
Pentru realizarea reperului BUCSA CAP TELESCOP s-a optat pentru o PRESA MECANICA HIDRAULICA DE COMPACTIZARE (KPP 630 ) produsa de firma OSTERWALDER care dezvolta o forta nominala de presare pe berbecul superior de 630 KN si care are un numar de 6-30 de curse ale pistonului / minut si care prezinta urmatoarele avantaje :
posibilitate de programare
numar ridicat de curse
consum scazut de energie
inaltime ajustabila
programarea precisa a poansonului superior
contol de calitate interior si exterior
diagnosticare utilaj de la distanta ( prin modem )
ajustare automata a inaltimii de umplere
protectie hiraulica la suprasarcina
4.5 SINTERIZAREA
Sinterizarea este un tratament termic realizat intr-o atmosfera controlata, care se aplica semifabricatelor presate, fiind condusa la o temperatura sub cea de topire a componentului principal din amestecul de pulberi si care urmareste aglomerarea granulelor de pulberi, marirea rezistentei mecanice a semifabricatului prin majoritatea sectiunilor de contact dintre granulele presatului si realizarea unei structuri proprii.
Sinterizarea reperului BUCSA CAP TELESCOP urmeaza a fi facuta intr-un cupror de sinterizare cu banda transportoare prezentat in fig. 9
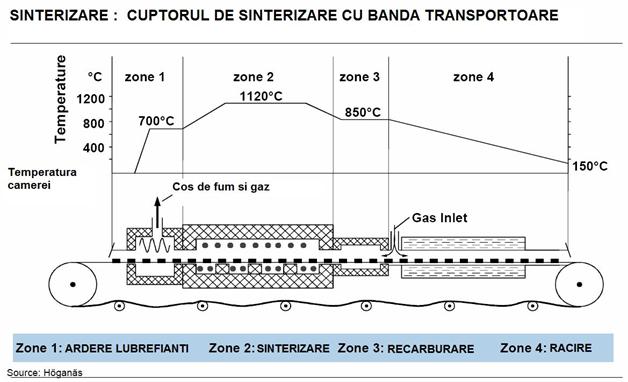
Sinterizarea se realizeaza la 1120 0C durata de mentinere fiind de 35 minnute la o viteza a benzii tramsportoare de 6,5 m/h. Sinterizarea se produce intr-o atmosfera de gaz numit endogaz. In cazul reperului BUCSA CAP TELESCOP se va folosi endogaz carburant cu concetratie de maxim 0,2% vapori de apa
4.6 OPERATII POST-SINTERIZARE
TRATAMENT TERMIC - CU VAPORI DE H2O SUPRAINCALZITI
Acesta este un tratament chimic obisnuit care se va aplica reperului sinterizat BUCSA CAP TELESCOP cu scopul de a acoperi peretii porilor si a suprafetei cu un strat subtire, aderent, uniform, insa dens si dur de oxid de fier ( Fe3O4 ) pentru o rezistenta mai buna la coroziune si la uzare si asigurarea ieftina a unui aspect frumos, o culoare omogena albastru-negru.
4.7 CONTROLUL DE CALITATE SI AMBALAREA
Piesele care ies din instalatia de tratament termic vor fi inspectate vizual iar cele corespunzatoare vor fi ambalate in cutii de carton etichetate cu data si tipul produsului.
5. CONCLUZII
Prin proceldeul de obtinere a reperului BUCSA CAP TELESCOP am obtinut avantaje multiple fata de tehnologiile clasice de prelucrare si obtinere dintre care amintim :
timp de obtinere scazut
productivitate ridicata
automatizare usoara a procesului
cost redus al materialelor
reducerea costurilor asociate cu forta de munca
proprietati fizico-mecanice similare cu cele ale unui produs obtinut prin metode clasice
7.BIBLIOGRAFIE
A. Palfalvi, Tehnologia materialelor - EDP Bucuresti 1985
A.Palfalvi, Metalurgia Pulberilor, Editura Tehnica 1988
https://www.wzl.rwth-aachen.de/en/index.htm
https://www.osterwalder.com/e/home/
Liviu Brandusan, Cercetari privind elaborarea unor materiale sinterizate din pulberi pe baza de fier avand rezistenta la oboseala ridicata.
https://www.preferatele.com/referate/Metalurgia_Pulberilor_4535.htm
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2660
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved