| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
Laminated object manufacturing
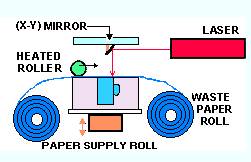
Helysis developed and commercialized a system that cuts and binds foils as illustrated in Figure 4.
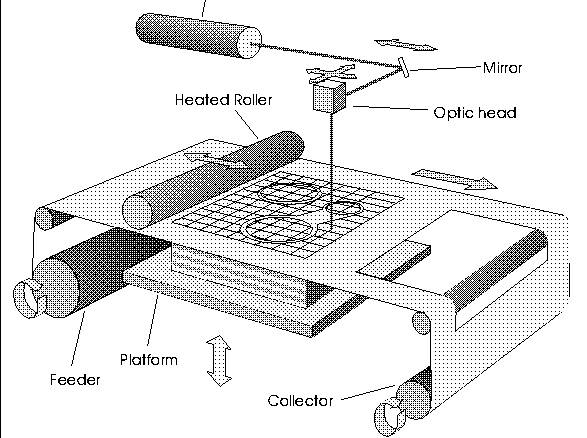
The undersurface of the foil has a binder that when pressed and heated by the roller causes it to glue to the previous foil. The
foil is cut by a laser following the contour of the slice. To help the removal of the excess material once the parts have been built,
the exterior of the slice is
hatched, as opposed to fluid-based processes (e.g.the
The thickness of the foil is not constant. Therefore, a sensor (not shown in the Figure) measures the current foil thickness, and
the model is sliced accordingly.
www.rpc.msoe.edu/machines_lom.php
Laminated Object Manufacturing
Machine
LOM 2030E
Manufacturer
Helisys (Cubic Technologies)
Material
Paper
Mechanism
CO2 Laser, Heated Roller
Build Volume
20' x 30' x 20'
Applications
Produces large prototypes for visualization and assembly testing.
A manufacturing process that uses a carbon-dioxide laser to create successive cross-sections of a three-dimensional
object from layers of paper with a polyethylene coating on the backside. The first step is to create a base on which
the paper can attach itself to. This is done by placing a special tape down onto the platform. A sheet of paper is
fed through with the aid of small rollers. As the paper is fed through, a heated roller is used to melt the coating on
the paper so that each new layer will adhere to the previous layer.
The carbon-dioxide laser then cuts the outline of the cross-sectional pattern into the top layer of paper. Once the
laser is done cutting the pattern, it creates a border around the build that contains the desired part. This enables
the part to stay intact as each new layer is created. Once the border has been cut, the laser then proceeds to create
hatch marks, or cubes that surround the pattern within the border. The cubes behave as supports for the part to
ensure that no shifting or movement takes place during the entire build.
When the build is completed, the part, attached to the platform, needs to be removed from the LOM. Depending
on the size of the part, the block to be removed may take more than one person to remove the build from the LOM.
After the part has been successfully removed from the LOM, it must then be removed for the actual platform. Again
this may take the work of more than one individual. A wire is used and placed between the part and the platform to
'cut' the part away from the metal platform.
The border, or frame of the part is then removed. The next step involves decubing. or removing the supports. Often
times the supports can be removed from simple shaking the part; other times it is necessary to use a chisel to pry the
cubes away from the part. When all of the cubes have been removed, the unfinished part is sanded down and a
lacquer is used to seal the part. Being that LOM parts are made for paper, humidity and temperature affect the
structure and composure of the part if it is not coated; hence, the lacquer serves as a protective measure. The LOM
is very useful in manufacturing large parts quickly.
Rapid Prototyping - Laminated Object Manufacturing (LOM)
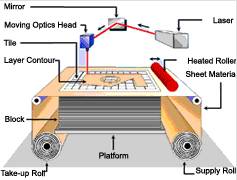
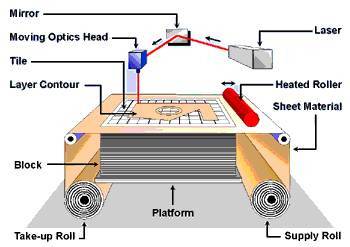
The figure shows the general arrangement of Laminated Object Manufacturing. Usually paper sheet with
adhesive laminated on one side is used. Layer fabrication starts with a sheet being adhered to substrate
with the heated roller. The laser traces the outline of the layer. Non-part areas are cross-hatched to
facilitate removal of waste material. Once the laser cutting is complete, the platform moves down and out
of the way and fresh material is rolled into position. The platform moves back up to one layer below its
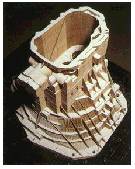
previous position. The process is repeated. The prototype part has a wood-like texture composed of the
paper layers. Since moisture is absorbed by the paper, most models are sealed with a paint or lacquer.
LOM Highlights
Layers of glue-backed paper form the model.
Low cost raw material readily available.
Parts can be made quite large.
Accuracy in z is less than that for
No milling step.
Outside of model, cross-hatching removes material.
Models are sealed to prohibit moisture.
Not as prevalent as
www.esgn.com/services/ laminated_object_manufacturing.htm

Profiles of object cross sections are cut from paper or other web material using a laser. The paper is
unwound from a feed roll onto the stack and first bonded to the previous layer using a heated roller which
melts a plastic coating on the bottom side of the paper. The profiles are then traced by an optics system
that is mounted to an X-Y stage.
After cutting of the layer is complete, excess paper is cut away to separate the layer from the web. Waste
paper is wound on a take-up roll. The method is self-supporting for overhangs and undercuts. Areas of cross
sections which are to be removed in the final object are heavily cross-hatched with the laser to facilitate
removal. It can be time consuming to remove extra material for some geometries, however.
Variations on this method have been developed by many
companies and research groups. For example, Kira's Paper
Lamination Technology (PLT) uses a knife to cut each layer
instead of a laser and applies adhesive to bond layers using the
xerographic process. There are also variations which seek to
increase speed and/or material versatility by cutting the edges of
thick layers diagonally to avoid stair stepping.
In general, the finish, accuracy and stability of paper objects
are not as good as for materials used with other RP methods.
However, material costs are very low, and objects have the
look and feel of wood and can be worked and finished in the
same manner. This has fostered applications such as patterns
for sand castings. While there are limitations on materials, work
has been done with plastics, composites, ceramics and metals.
Some of these materials are available on a limited commercial
basis.
The principal commercial provider of LOM systems, Helisys, ceased operation in 2000. However, there are
several other companies with either similar LOM technology, or in early commercial stages. These companies
are addressing market segments ranging from concept modeling to very large objects for architectural
applications.
What ever the application, ESG has the manufacturer to fit your needs and your pocket book.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3014
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved