| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
PROPRIETATILE MECANICE ALE ARMATURILOR
ARMATURI PENTRU BETON ARMAT
Scopul lucrarii
In cadrul lucrarii se analizeaza si se determina principalele caracteristici mecanice ale otelurilor utilizate ca armature in elementele de constructii din beton armat.
Caracteristicile mecanice ale otelurilor-beton utilizate ca armature de rezistenta sunt date in:
STAS 438/1-89 - "Otel laminat la cald";
STAS 438/2-91 - "Sarma rotunda profilata";
SR 438/3-98 - "Plase sudate";
SR 438/4-89 - "Sarma cu profil periodic obtinuta prin deformare plastica la rece";
ST 009-96 - "Specificatie tehnica privind cerintele si criterii de performanta pentru produsele din otel utilizate ca armaturi in structuri din beton".
Pe baza rezultatelor obtinute studentii fac aprecieri asupra calitatii si omogenitatii otelului beton, asupra modului rational de utilizare a caracteristicilor mecanice si asupra cailor de imbunatatire a acestora.
Consideratii teoretice
Asocierea betonului cu armatura este posibila datorita
aderentei ce se realizeaza intre beton si armatura. Ca armaturi pentru betonul
armat se utilizeaza
otelurile rotunde, cunoscute sub denumirea de armaturi flexibile;
profilele laminate sau sudate, cunoscute sub denumirea de armature rigide;
diferite tipuri de fibre cunoscute sub numele de armature dispersa.
In functie de rolul pe care il au in elementele structurilor de rezistenta din beton armat, armaturile pot fi clasificate in:
armatura de rezistenta, care are rolul de a prelua rezultantele tensiunilor de intindere produse de solicitarile din exploatare. Aceasta se poate gasi sub forma de armatura longitudinala, armatura inclinata si armatura transversala sub forma de etrieri, in elementele liniare, sau sub forma de armatura dispusa pe una sau doua directii, la placi.
armatura constructiva, care nu rezulta dintr-un calcul de rezistenta. Aceasta are rolul de impiedicare sau limitare a deformatiilor transversale in zonele de beton puternic comprimate, asigurarea pozitiei din proiect a armaturilor de rezistenta, evitarea sau limitarea fisurilor produse de contractia betonului si variatiile de temperature.
In elementele de beton armat, armaturile joaca un rol pasiv, intelegand prin aceasta ca ele intra in lucru - respective preiau tensiuni si rezultante ale acestora cand betonul fisureaza - numai in masura in care elemental din care fac parte este supus unor actiuni.
In functie de proprietatile lor fizico-mecanice
otelurile folosite pentru armarea elementelor din beton armat si beton
precomprimat pot fi clasificate in oteluri moi cu continut de 0,05.0,3% carbon
(
Verificarea
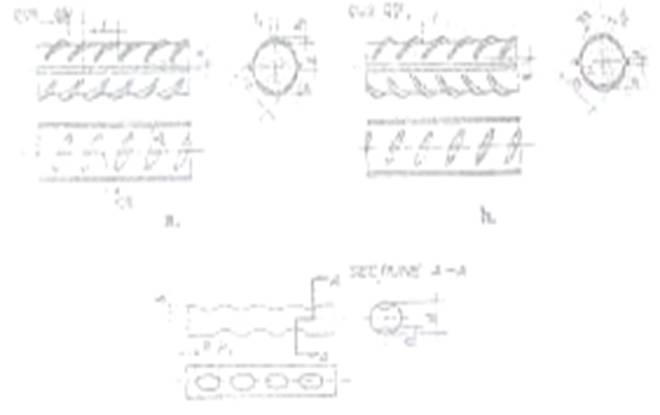
Tipuri de otel folosite ca armature:
a - tip PC52, b - tip PC60, c - sarma trasa profilata (STBP)
INCERCARI PENTRU DETERMINAREA CARACTERISTICILOR OTELURILOR
|
Incercarea |
Caracteristica determinata |
Metoda conform |
Observatii |
|
Incercarea la tractiune |
rezistenta la rupere r (fmef |
STAS 6605-78 si SREN | |
|
limita de curgere σc (fyet |
|||
|
raportul σr c (fmef/ fyet |
|||
|
alungirea la rupere δn |
|||
|
modulul de elasticitate Ea |
|||
|
diagrama efort - deformatie |
|||
|
Incercarea la oboseala la trctiune |
limita de oboseala la cicluri scurte |
In present este folosita o metoda de incercare la INCERC si UTCB ce urmeaza sa fie oficializata |
|
|
limita la oboseala (la 2x10 cicluri) |
|||
|
Incercarea la indoire |
integritatea si starea suprafetei |
SR-ISO 7438-93 | |
|
Incercarea la indoire alternanta |
numar de indoiri |
SR-ISO7801-93 | |
|
integritatea si starea suprafetei |
|||
|
Incercarea la indoire-dezdoire |
integritatea si starea suprafetei |
ISO 6605-93 | |
|
Incercare de aderenta prin smulgere |
efortul de aderenta conventional |
STAS 5511-89 |
POT (pull out test) |
|
Incercarea imbinarilor sudate a - ale barelor b - ale sarmelor in plase |
rezistenta la rupere |
a) C150-84 b) STAS 438/3-89 | |
|
starea in zona de rupere |
|||
|
Determinarea caracteristicilor geometrice |
dimensiuni |
cu instrumente corespunzatoare de masurat |
Aria epruvetelor se determina prin cantarire |
|
Verificarea aspectului |
starea suprafetei |
cu ochiul liber |
In cazul constatarii unor defecte care micsoreaza aria efectiva se vor face determinari prin masurare a diminuarii ariei efective |
|
Verificarea compozitiei chimice |
compozitia chimica |
STAS 2015/1-83 |
Incercarea la tractiune
Incercarea la tractiune se efectueza pe epruvete, din
sarme sau din bare de otel beton, prelevate din locuri diferite a unei sarje
livrate de producator, conform normativelor in
In cadrul lucrarii de laborator
studentii vor efectua incercari asupra unor probe din otel beton
Efortul unitary intr-o epruveta solicitata la tractiune se determina cu relatia:
σ = N/A [daN/cm²]
unde N este forta aplicata epruvetei, citita la pupitrul de comanda al presei la care se face incercarea, iar A este aria sectiunii transversale initiale a epruvetei stabilite in functie de tipul epruvetei.
Lungimea tuturor epruvetelor de otel
beton incercate la tractiune, indifferent de marca otelului, va fi de 50cm.
 Epruveta marcata pentru incercarea la tractiune
Epruveta marcata pentru incercarea la tractiune
Pentru efectuarea incercarii sunt necesare:
masina de incercat la tractiune (presa ZD 100tf) cu precizia de masurare a sarcinii de 1%;
masina de marcare a reperelor pe epruvete;
aparate pentru determinarea dimensiunilor epruvetelor (subler, metro de tamplarie, cantar);
Incercarea
de
Incercarea de
Incercarea de
Rezultate experimentale
In cadrul lucrarii de laborator studentii vor efectua
doar incercarea la tractiune a otelurilor de tip
Inainte incercarea propriu-zisa la tractiune a
epruvetelor studentii trebuie sa efectueze
- pentru otelul
A= πd²/4 [mm²]
- pentru otelul PC52 sau PC60 se determina greutatea (G) prin cantarirea epruvetei la balanta tehnica, se determina lungimea (L) prin masurarea cu metrul sau sublerul si se calculeaza aria sectiunii transversale cu relatia: A=G/γL [mm²]
unde γ reprezinta densitatea otelului γ=0,00785gr/mm³. Cu aria astfel determinate se poate calcula si diametrul barei.
Epruveta astfel pregatita se fixeaza
pe bacurile presei, care trebuie sa fie corespunzatoare diametrului barei;
diametrul armaturii de tip PC nu trebuie sa depaseasca 20mm pentru a se asigura
o prindere corespunzatoare. Aplicarea sarcinii trebuie sa se faca progresiv,
fara socuri, cu o viteza de crestere
Pe parcursul incercarii se va
inregistrarea curbei caracteristice P-Δl;
masurarea
deformatiilor totale cu ajutorul unei rigle
In momentul aparitiei gatuirii, acul
Se aseaza capetele rupte ale epruvetei cu axele lor in prelungire si se masoara lungimea ultima (Lu in afara zonei de rupere, Lu incluzand si zona de rupere) si diametrul ultimo du (din zona de rupere) la ambele capete ale fragmentelor de otel.
In cadrul lucrarii studentii fac experimentari pe doua
epruvete de tip
In momentul cederii, la desprinderea epruvetei din bacurile presei se poate constata o incalzire a epruvetei in zona de rupere, fenomen datorat frecarii puternice intre cristalitele ce se deplaseaza unele fata de altele. Se examineaza aspectul sectiunilor de rupere si se fac aprecieri asupra caracterului de rupere (plastic cu strictiune pronuntata sau casant cu strictiune foarte mica).
Prin incercarea la tractiune se pot stabili
- limita de curgere σc, pentru care se inregistreaza o valoare superioara si una inferioara; lungimea palierului de curgere este cu atat mai mare si limita de curgere este cu atat mai mica cu cat continutul de carbon din structura otelului este mai redus.
- limita de curgere σc. Una din metodele de prelucrare la rece a otelului in vederea ridicarii limitei de comportare elastica este ecruisarea. Otelul solicitat peste limita de curgere, la descarcare si reancarcare se va comporta elastic pana la limita solicitarii precedente. Curba caracteristica a otelului moale astfel tensionat capata aliura corespunzatoare unui otel dur, cu o reducere a deformatiilor la rupere.
- limita la rupere σr, reprezinta raportul dintre forta maxima preluata de proba si sectiunea initiala a acesteia:
σr =Nmax/A
- alungirea la rupere δ , determinate pe o baza de lungime de 10d si stabilita cu relatia:
δ = (Lu-L /L
- strictiunea ψ (gatuirea la rupere), calculate cu relatia:
Ψ = (A -Au/A
- modulul de elasticitate Ea care reprezinta tangenta trigonometrica a unghiului pe care il face tangenta geometrica la curba caracteristica cu axa absciselo.
REZULTATE EXPERIMENTALE
|
Nr. epr |
Tip otel |
d mm |
A mm² |
Curgere |
Ecruisare |
Rupere |
Def. reman. |
d mm |
A mm² |
Ψ % |
||||
|
Pc |
σc |
P`c |
σ`c |
Pr |
σr |
δ |
δ` |
|||||||
|
1 |
|
9,65 |
73,10 |
----- |
24% |
30% |
600 | |||||||
|
2 |
|
9,575 |
72,00 |
775 | ||||||||||
|
3 |
PC |
11,64 |
106,35 |
----- |
----- |
795 | ||||||||
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3775
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved