Asamblarea
prin sudarea este operatia tehnologica prin care se realizeaza imbinarea
nedemontabila a doua sau mai multe piese metalice, cu sau fara material de
adaos, prin topire sau prin presiune.
Materialul supus operatiei de sudare reprezinta materialul de baza.
Materialul ce urmeaza a fi topit alaturi de
marginile materialului de baza in procesul de sudare este materialul de adaos.
In urma solidificarii baii de metal topit din
zona supusa incalzirii, aflata in vecinatatea marginilor pieselor, rezulta cordonul (cusatura) de sudura.
Socul termic din zona de imbinare a pieselor sudate modifica compozitia chimica,
respectiv structura metalurgica a imbinarii si provoaca tensiuni remanente.
Aceste tensiuni interne provoaca deformarea
pieselor si a cordonului de sudura.
In functie de calificarea muncitorului in
timpul sudarii pot aparea diferite defecte cum ar fi: pori, incluziuni
nemetalice, fisuri, etc.
Elemente caracteristice comportarii
constructiilor sudate:
Ruperea fragila este ruperea fara deformare plastica a imbinarilor sudate,
produsa la solicitari cu valori sub limita admisa. Pentru a preveni
amorsarea si propagarea fisurilor, se determina preventiv sensibilitatea
la fisurare a imbinarilor sudate in laborator prin incercari fizico-mecanice
specifice.
Tehnologic, aptitudinea otelurilor de a realiza imbinari de buna
calitate o reprezinta sudabilitatea.
Aprecierea ei se face in functie de continutul de carbon si de elementele
de aliere din care este constituit otelul. O dato cu cresterea procentului
de carbon si al elementelor de aliere, sudabilitatea se inrautateste. In
acest context otelurile se clasifica in:
greu sudabile
limitat sudabile (oteluri pentru arcuri)
satisfacator sudabile
perfect sudabile (otelurile carbon)
Clasificarea asamblarilor sudate:
dupa grupa procedeului de sudare:
imbinari obtinute prin
topire
imbinari obtinute prin
presare
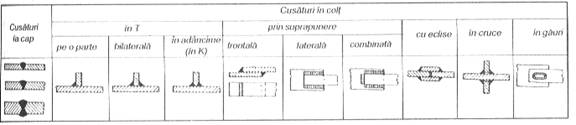
dupa modul tehnologic de asamblare a elementelor, cat si dupa
felul zonelor de contact:
suduri cap la cap
suduri in colt
dupa continuitate:
continue
discontinue (cu cordoane de suduro date din loc in loc)
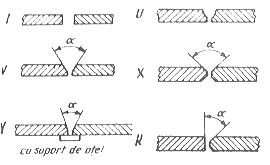
dupa forma rostului /prelucrarea marginilor piesei
dupa pozitia in care se executa
orizontala
verticala
peste cap
Avantaje si domenii de utilizare:
fata de asamblarile nituite asamblarile sudate folosesc complet
sectiunea pieselor prin eliminarea gaurilor, lipsa zgomotului, etanseitate
sporita, economie de material prin eliminarea niturilor cca. 10-50%
se pot obtine ansambluri cu forme complexe
pret de cost mai mic prin cresterea productivitatii muncii
independenta mare in conceptia constructiva
posibilitatea automatizarii si semiautomatizarii.
Dezavantaje
sunt mai sensibile la solicitari variabile si vibratii
calitatea sudurii nu este mereu uniforma
zona sudurii si cea de trecere au structuri diferite de cea a
materialului de baza, favorizand aparitia tensiunilor remanente
executia si controlul sudurilor se face de multe ori cu metode si
mijloace costisitoare
necesita utilizarea dispozitivelor de pozitionare.
 Materialul supus operatiei de sudare reprezinta materialul de baza.
Materialul supus operatiei de sudare reprezinta materialul de baza.