| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Metode de frezare
Metodele de frezare prezentate in figura II.13 sunt frezare plan orizontal , frezare plan vertical , frezare tip buzunar , frezare profil , frezare canal , frezarea .
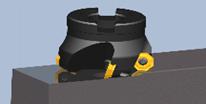

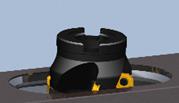
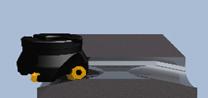

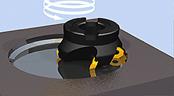
Figura II.13. Metode de frezare.
Frezare prin copiere si frezarea de buzunare figura II.14 . La schimbarea directiei de frezare inclinatǎ cu unghi maxim de inclinare, retrageti capul de frezare pe o distanta egala cu R (mm) tabelul II.1 .
Tabelul II.1. Figura II.14. Frezarea tip buzunar
Frezare inclinatǎ prin interpolare circularǎ si elicoidalǎ figura II.15 , tabelul II.2.
Tabelul II.1. Figura II.14. Frezarea inclinata
Tipuri de capete de frezat
Freza cu placute de degrosare reprezentata in figura II.16 se foloseste pentru degrosare datorita numarului de dintii mai redus iar in figura II.17 este reprezentata o freza cu placute folosita pentru operatia de finisare datorita numarului de dinti mai mare.

 Figura II.16. Cap de frezat pentru
degrosare Figura II.17.
Cap de frezat pentru finisare
Figura II.16. Cap de frezat pentru
degrosare Figura II.17.
Cap de frezat pentru finisare
Capete de frezat pentru prelucrat raze (cu varf sferic) si capete de frezat cu plǎcute rotunde sunt reprezentate in figura II.18 .
Figura II.18 Capete de frezat pentru prelucrat raze.
Geometrie capete de frezat
Figura II.19. Geometria capului de frezat.
Geometria capului de frezat = pozitionarea muchiei aschietoare figura II.19.
Unghiul de atac - k figura
Unghiul de degajare axial - gp
Unghiul de degajare radial - gf
Figura II.20. Comportarea semifabricatului in timpul frezari.
aschiere linǎ. - Rezistenta muchiei aschietoare.
evacuare bunǎ a aschiilor. - Impact (intrare in material) nefavorabil(a)
rugozitate bunǎ a suprafatei. - Tinde sa ridice semifabricatul de pe masa
masinii figura II.20 .
Figura II.21. Obstructionarea evacuari aschilor.
+ Rezistentǎ muchie aschietoare. - Forte mari de aschiere .
+ Productivitate. - Obstructionarea evacuǎrii aschiilor figura
+ Apasǎ semifabricatul pe masa masinii. II.21 .
I. Strategia de frezare "Z-level finishinig"
Prima strategie de finisare folosita este Z-level finishing este satrategia de finisare a peretilor verticali ai piesei prin uramarirea intregului contur al piesei. Aceasta strategie este folosita intodeauna dupa strategia de degrosare a piesei, pentru aceasta strategie de finisare se pot folosi urmatoarele tipuir de freze bullnose/flat (zburator/freza cilindro frontal) si ball (freze sferice).
Adaousul, pasul pe x,y, pasul pe z, turatia si avansul se vor alege in functie de materialul prelucrat si de propitatile acestuia duritate mare, duritate maica, complexitatea geometriei piesei si a cerintelor de toleranta si rugozitate cerute pe desenul de executie de catre proiectant. La fel de important se va tine cont si de indicatile producatorului de scule si de posibilitatile masini unelte cu care se va prelucra piesa respective. In figura 52 am utilizat strategia de finisare Z-level finishing cu metoda de frezare climb.
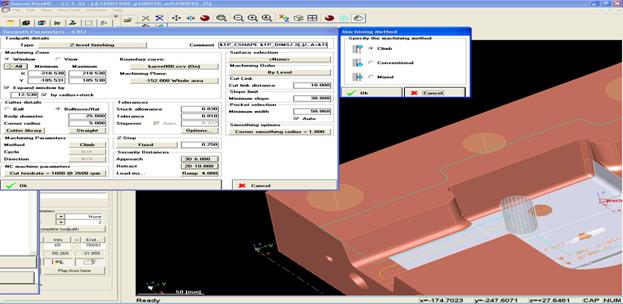
Figura 53. Z-level finishing folosind metoda de frezare climb.
Tot la aceasta strategie am folosit si parametru de patrundere ramp care este reprezentat in figura 54 care se defineste dupa cum se observa si in detaliu A . Freza va avea o intrare elicoidala sub un anumit unghi dat de catre programator dar nu mai mare decat de cel maxim
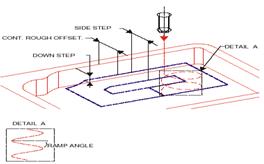 Fig. 54. Parametrul de patrundere ramp.
Fig. 54. Parametrul de patrundere ramp.
dat de catre producatorul softu-lui. Avantajul acestui parametru este ca nu angajeaza toate placutele sau toata partea activa frontala a frezei din start in material. In urma acestei strategi de finisare Z-level finishing folosind si metoda climb, si parametrul de intrare in material radial s-a obtinut un timp de prelucrare de T = 297,105minute.
Pentru a obtine o optimizare mai concreta sau incercat mai multe metode de frezare si mai multi parametri de intrare a frezei in material .
Am folosit aceeas strategie de finisare Z-level finishing dar cu o alata metoda de finisare numita mixed pe care am prezentato anterior cu avantajele si dejavantajele ei, si un nou parametru de angajare a sculei in material numit radial figura 55.
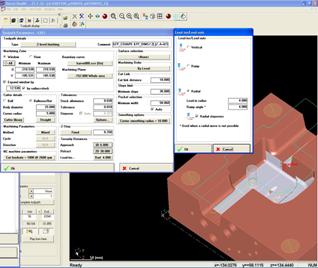
 Figura55. Z-level finishing folosind metoda mixed; Figura 56. Parametrul de angajare
Figura55. Z-level finishing folosind metoda mixed; Figura 56. Parametrul de angajare
a sculei in material radial.
Parametrul radial se realizeaza prin efectuarea unei raze la fiecare angajare a frezei in material, acest parametru se foloseste cel mai mult pentru masinile cu turati foarte mari (high- speed machining) figura 56 .
Am folosit aceeas strategie de finisare Z-level finishing, dar am schimbat metoda de frezat, folosind mixed si o alt parametru de patrundere a frezei in material numit tadial s-a obtinut un timp de T= 213,097minute. Putem observa in graficul din figura 57. diferenta de 84,008minuten care se datoreaza folosiri a diferitelor metode de frezare si a parametrilor de angajare a sculei in material.
Figura 57. Comparatie a timpilor obtinuti cu startegia de finisare Z-level finishing.
2. Strategia de frezare "Z-level remachinig"
A doua strategie de finisare folosita se numeste Z-level remachinig figura 58 aceasta
strategie se va folosi intodeauna dupa operatia de finisare prezentata
anterior Z-level finishing, si
intodeauna se va folosi o freza cu un diametru mai mic decat ceea folosita la 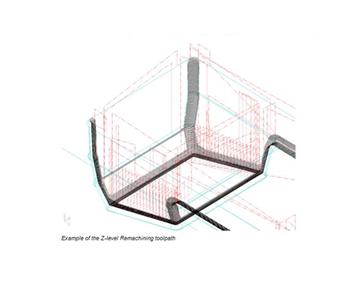 prima strategie de finisare. Aceasta
strategie Z-level remachinig se foloseste pentru frezarea razelor atat
verticale cat si cele orizontale, si frejarea zonelor cu colt dar
numai pe orizontala. Tipurile de freze cele mai utilizate pentru aceasta
strategie de finisare sunt cele ball (freze sferice) pentru frezarea razelor
si frezele flat (cilindro frontale) pentru frezarea jonelor cu colt. Si la aceasta strategie de frezare am
folosit in prima faza metoda de frezare climb cu parametrul de patrundere
in material ramp figura59 unde s-a obtinut un timp de T= 197,733minute.
prima strategie de finisare. Aceasta
strategie Z-level remachinig se foloseste pentru frezarea razelor atat
verticale cat si cele orizontale, si frejarea zonelor cu colt dar
numai pe orizontala. Tipurile de freze cele mai utilizate pentru aceasta
strategie de finisare sunt cele ball (freze sferice) pentru frezarea razelor
si frezele flat (cilindro frontale) pentru frezarea jonelor cu colt. Si la aceasta strategie de frezare am
folosit in prima faza metoda de frezare climb cu parametrul de patrundere
in material ramp figura59 unde s-a obtinut un timp de T= 197,733minute.
Figura 58. Z-level remachinig.
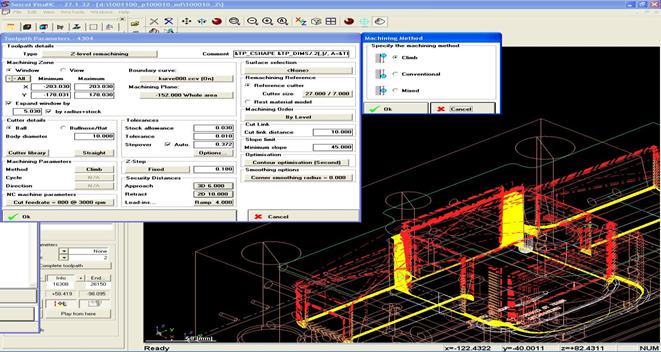
Figura 59. Z-level remachinig folosind metoda climb.
Pentru a doua incercare de frezare cu aceeas strategie de finisare Z-level remachining am utilizat metoda de frezare mixed cu parametrul de patrundere radial, aceasta strategie se poate observa si in figura 60.Timpul obtinut cu acesta strategie unde am modificat metoda de frezare si parametrul de patrundere in materila este de T= 185,132minute.
Diferenta dintre cele dou incercari folosite la aceasta strategie este de T= 12.601minute, cel mai bun timp a fost obtinut tot in a-doua incercare dupa cum s-a vazut si la prima strategie de finisare. Unde am folosit metoda de finisare mixed (frezarea in ambele sensuri) si parametrul de patrundere a sculei in material radial.O comparatie a celor doi timpi obtinuti din cele doua incercari in aceasta strategie de frezare Z-level remachinig se poate vedea in figura 61.
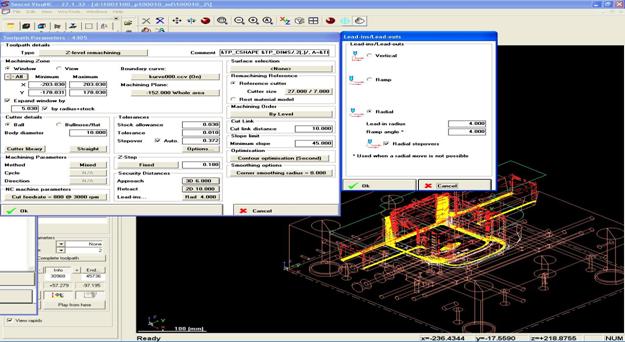
Figura 60. Z-level remchinig folosind metoda mixed.
Figura 61. Comparatie a timpilor obtinuti cu strategia de finisare Z-level remachinig.
3. Strategia de frezare "Flat surface finishing"
Ultima strategie de finisare folosita se numeste Flat surface finishing se foloseste numai pentru finisarea suprafetelor plane 00 figura 62. Aceasta strategie se realizeaza numai prin pasi facuti pe axele x,y pasul pe axa z este eliminat, din aceasta cauza adousul de material care trebuie indepartat trebuie sa fie mic . Pentru aceasta strategie se folosesc doar doua tipuri de freze bullnose/flat (zburator si freze cilindro frontale) .
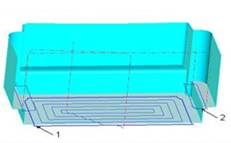
Figura 62. Flat surface finishing.
Pentru prima incercare de frezare cu aceasta strategie am folosit la fel ca si la celelalte doua strategii anterioare metoda de frezare climb, si parametrul de patrundere a sculei in material ramp figura 63. S-a obtinut un timp de T= 15,124minute.
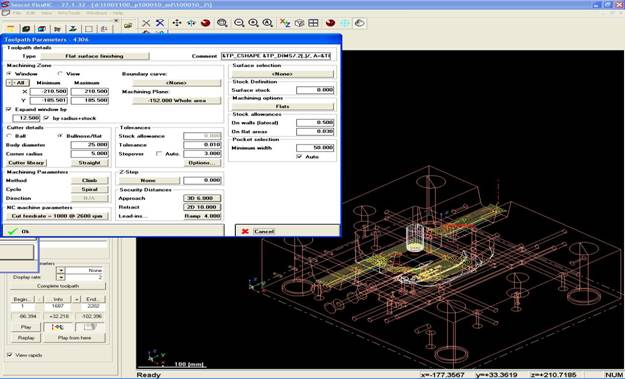
Figura 63. Flat surface finishing folosind metoda climb.
Folosind tot aceeas strategie de frezare Flat surface finishing dar folosind metoda de frezare mixed si parametrul de patrundere a sculei in material radial, am obtinut un timp de frezare de T= 5,949.
O scurta comparatie a celor doua incercari de frezare cu aceasta strtategie Flat surface finishing, reiese ca, tot cu metoda de frezare mixed si parametrul de patrundere a sculei in material radial s-a obtinut un timp mai bun. Diferenta dintre cele doua incercari de frezare folosite la aceasta strategie este de 9,157minute figura 64.
Figura 64. Comparatie a timpilor obtinuti cu strategia de frezare Flat surface finishing
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2737
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved