| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Precizia si calitatea suprafetelor prelucrate prin aschiere
1. Precizie si erori de prelucrare
Precizia necesara pieselor ce se prelucreaza prin aschiere se stabileste în desenele de executie, prin tolerantele admise dimensiunilor, tinând seama de rolul fiecarei suprafete, de interschimbabilitate si de aspectul economic. Diferentele dintre formele si dimensiunile prevazute în desene si cele prezentate în urma prelucrarii, formeaza erorile dimensionale de prelucrare.
La prelucrarea organelor de masini, pe lânga erorile dimensionale, apar si erori de forma geometrica. Acestea pot fi de: ovalitate, convexitate, concavitate, rectilinietate si planeitate, iar erorile privind pozitia reciproca a suprafetelor unei piese sunt de: coaxialitate, paralelism, perpendicularitate, bataie radiala sau frontala. În cele mai multe cazuri erorile de forma cum sunt ovalitatea, conicitatea etc. sunt determinate de erori dimensionale, iar erorile de pozitie de cele de forma. O buna parte dintre aceste erori se datoresc masinii-unelte, pozitiei reciproce dintre scula si piesa, de reglajul efectuat asupra masinii-unelte etc. Deosebit de important este faptul ca functie de precizia suprafetelor unei piese se aleg procedeele, operatiile necesare a fi aplicate, de asemenea ordinea în care acestea trebuie executate.
Precizia de prelucrare este puternic influentata de rigiditatea masinii-unelte si de sistemul masina-dispozitiv-scula-piesa. Necesitatea cresterii preciziei masinilor-unelte a impus cresterea rigiditatii acestora. Rigiditatea marita atenueaza atât deformatiile cât si vibratiile, ofera posibilitatea efectuarii unor prelucrari cu regimuri ridicate de aschiere, cu o productivitate mai mare si mai economic.
Erorile dimensionale si de forma datorate sculelor sunt determinate în primul rând de precizia acestora si de uzarea muchiilor active. Erori însemnate sunt provocate si de deformatia termica a sistemului masina-dispozitiv-scula-piesa. Cele mai mari erori pot fi date de lungirea arborelui principal al masinii-unelte si a cutitului, care poate ajunge la 100150 μm. Aceasta este dependenta însa si de deformarea piesei si sculelor. Precizia de prelucrare a pieselor, din alt punct de vedere, este determinata si de relatia precizie-cost. O precizie de prelucrare mai mare este mai scumpa, necesita utilizarea unor masini-unelte de precizie si rigiditate ridicata, un numar mai mare de operatii si faze. De aceea, la stabilirea conditiilor de precizie a pieselor trebuie avute în vedere caile de realizare cele mai economice.
2. Calitatea suprafetelor prelucrate prin aschiere
Calitatea suprafetelor prelucrate prin aschiere este o notiune complexa care se refera nu numai la precizie sau microneregularitati existente, ci si la proprietatile acesteia privind rezistenta la oboseala, la uzura si coroziune.
Datorita modului în care are loc desprinderea aschiilor se formeaza microneregularitati sub forma unor creste. Aceasta este rugozitatea si ea nu poate fi evitata ci numai atenuata. Rugozitatea depinde de natura materialului de prelucrat, de marimea avansului, de raza de rotunjire a vârfului cutitului si de unghiurile de atac ale sculei χ si χ1 (fig. 2.18).
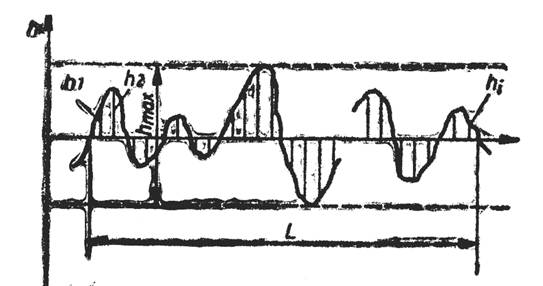
Fig. 1. Profilul rugozitatii
Importanta marimii rugozitatii suprafetelor prelucrate în definirea calitatii acestora, rezulta din modurile în care se uzeaza aceste denivelari în timpul alunecarii sau rostogolirii suprafetelor pieselor, una pe alta.
În cazul a doua suprafete în contact ce prezinta o miscare relativa una fata de alta, vârfurile rugozitatilor se deformeaza si se rup, la început cu o viteza mai mare, apoi pe masura ce suprafetele în contact direct cresc ca marime, viteza de uzare se reduce. Cu cât rugozitatea este mai mare rezulta ca se ajunge mai repede la jocuri anormale, la uzarea prematura a pieselor.
Pentru aprecierea calitatii suprafetelor prelucrate prin aschiere se utilizeaza mai multe moduri pentru masurarea rugozitatii. Unul dintre acestea este criteriul Ra care reprezinta media înaltimii crestelor microneregularitatilor fata de linia medie si care se calculeaza cu expresia:
 (2.9)
(2.9)
în care: hi este înaltimea crestelor fata de linia medie, în μm; l lungimea de masurare a rugozitatii.
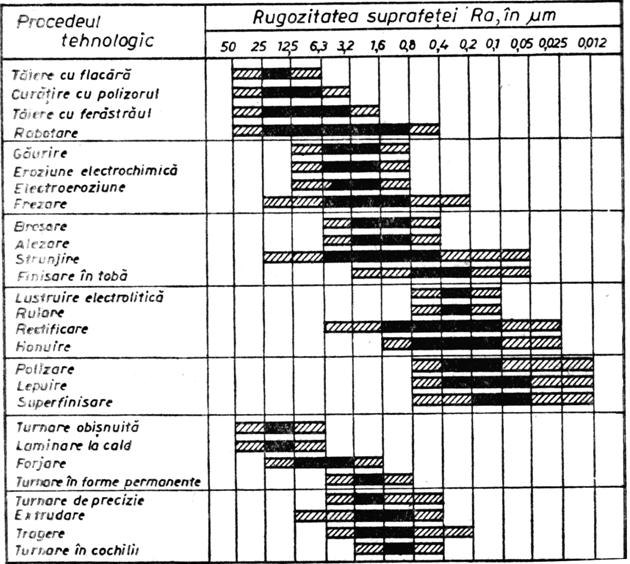
În tabelul 2.1 se prezinta cu caracter orientativ rugozitatea suprafetelor obtinute prin diferite procedee tehnologice de prelucrare (valorile frecvente sunt cuprinse în zonele închise, iar cele mai putin frecvente în hasura).
Tab. 1. Rugozitatea suprafetelor dupa diferite prelucrari
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 600
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved