| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Proiectarea Dispozitivelor
Sa se proiecteze un dispozitiv de orientare si fixare ( DOF ) a unui semifabricat prezentat in figura ( Conform proiect T.C.M. sau alta piesa ) pentru operatia:
gaurire 2x![]() si
si ![]() ,
,
![]() .
.
Conditii impuse
a) Fixarea simultana a mai multor semifabricate ( daca este posibil )
b) Faza I: actionat manual
Faza II: actionat mecanizat ( pneumatic, hidraulic, electro-mecanic, etc. )
Productia anuala N=10000+100n [buc/an]
n-numarul de ordine din catalog; n=15
Continutul
A) Partea scrisa
Cap. I: Date referitoare la:
a) semifabricat, forma ( desen cote ), caracterisaticile mecanice, compo-
zitie chimica, materialul utilizat, dimensiuni
b) stadiul de prelucrare a semifabricatului pana la operatii pentru care se
proiecteaza dispozitivul ( schita cu cote si abateri corespunzatoare )
c) fazele operatiei
d) caracteristicile principale ale masinilor unelte utilizate, scule,
e) forma si dimensiunile elementelor de legatura a masinilor unelte cu
dispozitiv
Cap. II: Stabilirea sistemului de orientare:
a) schita operatiei pentru care se proiecteaza dispozitivul cuprinzand
toate cotele, abaterile si conditiile tehnice impuse
b) stabilirea cotelor de realizat la prelucrare si a sistemelor bazelor de
cotare pentru aceste suprafete
c) stabilirea sistemelor bazelor de orientare a semifabricatului ( cel putin
3 variante )
d) calculul erorilor de orientare si alegerea variantei optime de orientare
Cap. III: Stabilirea fixarii semifabricatului
a) stabilirea fortelor de aschiere si a momentelor ( vezi proiect T.C.M. )
b) stabilirea fortelor de fixare ca punct de aplicatie, directie, sens, modul,
adica valoare
c) stabilirea mecanismelor de fixare ( cel putin 3 variante ) cu pene, cu
excentric sau cu filet
d) determinarea variantei economice de fixare corespunzator productiei
anuale
Cap. IV: Proiectarea ansamblului dispozitivului
a) proiectarea succesiva a elementelor de orientare, ghidare a sculelor, a
mecanismelor de fixare, corpul dispozitivului, elementelor de asam-
blare, elementelor de legatura cu masina unealta, elemente de ghidare
pe masina unealta sau alegerea lor din STAS. Se face un calcul de
rezistenta a acestor elemente
b) stabilirea cotelor functionale ale dispozitivului si a abaterilor acestuia
c) intocmirea desenului de ansamblu al dispozitivului si stabilirea cotelor
de gabarit si de legatura cu masina unealta
d) descrierea dispozitivului, functionare, intretinere si reparatii NTS
( Norme Tehnica de Securitate )
Cap. V: Mecanizarea dispozitivului
a) stabilirea schemei de lucru
b) calculul elementelor de actionare
c) descriere, functionare, intretinere, reparatii, NTS
B) Partea grafica
1. Desenul de executie a reperului ( produs final )
2. Desene de ansamblu ale dispozitivului in cele 2 faze
Bibliografie
C. Picos, Gh. Coman, N. Dobre, O. Pruteanu, C. Rusu, St. Rusu, St. Trufinescu - Normarea tehnica pentru prelucrari prin aschiere, Editura Tehnica, Bucuresti, 1979
Aron Tripe-Vidivan - Dispozitive, Proiectare, Constructie, Exploatare, Vol. I, Editura Universitatii din Oradea 2000
C. Picos, O. Pruteanu si altii - Proiectarea tehnologiilor de prelucrare mecanica prin aschiere, Editura Universitas, Chisinau, 1992
Pavel Mudura - Introducere in teoria Tratamentelor Termice, Editura Universitatii din Oradea, 2003
George Vermesan, Tratamente Termice - Indrumator pentru tratamente termice, Editura Dacia, Cluj Napoca, 1987
Ing. Radu Slatineanu, Ing. Ion Olteanu, Ing. Margareta Dita -Fise de oteluri tipizate pentru constructia de masini, Oficiul de informare documentara pentru constructia de masini, 1984
Conf. Dr. Ing. Iulian Stanasel, Conf. Dr. Ing. Mihaila Stefan - Tehnologia
constructiilor de masini, Indrumar de laborator pentru uzul studentilor, Facultatea de Inginerie Manageriala si Tehnologica, Oradea 2001
A. Vasile, S. Sturzu si altii - Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp, Vol. I, Editura Tehnica Bucuresti
Tripe Vidican A., Tarca R., Tocut P., - Proiectarea dispozitivelor - Indrumator de laborator, Universitatea din Oradea, 1996
Semifabricat, forma, caracteristici mecanice, compozitie chimica, materialul utilizat, dimensiuni ( desen, cote )
Studiul materialului, otelului
Compozitia chimica
Standardele grupeaza otelurile dupa diferite criterii de clasificare. Compozitia chimica fiind unul dintre aceste criterii. Sistemele de simbolizare pentru oteluri sunt reglementate in tara noastra prin SR EN 10027-1/1996 care se refera la simbolizare alfa-numerica. SR EN 10027-1/1997 se refera la simbolizarea sistemului numeric.
Materialul OLC 45 ( conform STAS ) este un otel carbon de calitate sau de imbunatatire, ( turnat ). Conform tabelul II. 1/II. 2
In functie de compozitia chimica otelurile se impart in:
Cr, Ni, Mo, W, V, Ti, Si <0 % si Mn<0,80%, etc.
In functie de destinatie otelurile carbon se impart in:
oteluri de constructie, destinate confectionarii organelor de masini si constructiilor metalice
oteluri de scule
Tabelul 1.1 [6]
Caracteristici principale ale otelului si tipul diagramei TTT izoterm a Austenitei A
|
Marca otelului dupa CSN (dupa STAS informa-tiv) |
Continutul % |
Ma-ri-mea gra-un- telui |
Timp de A C |
Du-ra- ta de A min. |
PctMa |
Ti-pul cur-bei |
|||||||||
|
Tipul ote-lului dupa elem. de aliere |
C |
Mn |
Si |
Cr |
Mo |
V |
W |
Ni |
Al-te- le |
||||||
|
12050 (OLC 45) |
C |
0,44 |
0,66 |
0,22 |
0,15 |
- |
0,02 |
- |
- |
- |
8 |
880 |
5 |
350 |
I |
Tabelul 1.2 [6]
Oteluri imbunatatite ( STAS 880 si 791-66 )
|
Marca oelului |
Punctele critice, C |
Comp. c, % pentru care s-a det. pct. critice |
||||||||||
|
Ac1 |
A03 |
Ar3 |
Ar1 |
Mn |
C |
Mn |
Si |
Cr |
Ni |
Mo |
Alte elem |
|
|
OLC 45 |
740 |
805 |
- |
- |
345 |
0,45 |
0,52 |
0,27 |
0,05 |
- |
- |
0,31 Cu |
Utilizare
Piese cu rezistenta ridicata si tenacitate medie: discuri de turbina, arbori cotiti, biele, coroane dintate, axe cu came, pinioane, roti cu clicheti, suruburi elicoidale, pistoane, bu-
loane, piulite.
Diferite scule pentru ambutisare: burghie de mana pentru lemn, talpa de plug, etc.
Livrare
Semifabricatul se livreaza in stare laminat ( forjare ) la cald cu diametrul de
Ø 1,5x44 si lungime 40 mm.
Semifabricatul este marcat cu cod de culori care reprezinta tipul, marca otelului.
a) Forme de livrare: semifabricate, bare forjate, produse laminate finite cu dimensiuni pana la 250mm.
b) Tipuri de livrare:
c) Stare de livrare: laminat, eventual recopt.
Caracteristici fizico-chimice, mecanice, tehnologice la diferite stari structurale
Tabelul 1.3 [6]
Caracteristici chimice %
|
Calitatea s x xs |
C |
Mn |
S Max. 0,045 Max. 0,035 |
Pmax |
Caracteristici mecanice la diferite stari structurale
Caracteristici mecanice la diferite stari structurale ( acasa ) - OLC 45
Duritate Brinnel maxim ( stare recoapta ) [BH] 187
Tratamente termice calire, revenire joasa
Dimensionarea probelor [mm] 15
Limita de
curgere σo [kgf/![]() ] 75
] 75
Rezistenta
la tractiune σ [kgf/![]() ] 37
] 37
Alungirea la rupere δ [%] 10
Gatuirea la rupere Z [%] 45
Rezilienta KCU
a) Caracteristici mecanice la 20% functie de dimensiunea probei de tratament termic de referinta
Tabelul 1.4 [6]
Semifabricate
|
Diam. probe de TT de ref. mm |
Trata-ment termic |
Rp02 N/ (kgf/ min |
Rm N/ (kgf/ |
A5 % min |
KCU 300/5 J/ min |
KCU 300/2 J/ min |
Stare livrare N R Duritate Brinnel HB max. |
|
|
- |
N |
360 (37) |
min 610 (62) |
18 |
- |
- |
- |
- |
|
16 |
CR |
480 (49) |
700-840 (71-86) |
14 |
40 (4) |
60 (6) |
235 |
207 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
Tabelul 1.5 [6]
Organe de asamblare
|
Marca de otel |
Tratament termic |
Rpo, 2 N/ (kgf/ min. |
Rm N/ (kgf/ min |
A5 % min |
KCU 2 J/ (kgf/ min |
HB Orienta- tiv |
|
OLC 45 |
I |
350 (36) |
590 (60) |
18 |
70 (7) |
160-235 |
|
Im |
310 (32) |
550 (56) |
14 |
70 (7) |
150-235 |
Tabelul 1.6 [6]
b) Caracteristici mecanice la 20% functie de dimensiunea produsului
|
Grosimea sau diametrul mm |
Tratament termic |
Rpo,2 N/ min |
Rm N/ |
A5 % min |
KCU 2 J/ min |
|
Max 16 |
N |
360 |
630-710 |
19 |
50 |
|
17-40 |
315 |
600-700 |
19 |
50 |
|
|
41-100 |
295 |
580-680 |
19 |
40 |
|
|
101-160 |
285 |
550-650 |
18 |
40 |
|
|
161-250 |
275 |
530-630 |
17 |
40 |
|
|
Max 16 |
CR |
480 |
700-840 |
14 |
60 |
|
17-40 |
410 |
660-800 |
16 |
60 |
|
|
41-100 |
370 |
620-760 |
17 |
60 |
|
|
101-160 |
345 |
570-720 |
18 |
40 |
|
|
161-250 |
325 |
540-690 |
19 |
40 |
Tratamentul termic al probelor de referinta:
-N: 830 -850 C ; C: 820-850C apa -R:550 660 C aer
C: 830 860 C ulei
Tabelul 1.7 [6]
c) Caracteristici mecanice ale otelului
|
Dimensiunea sau grosimea mm |
Stare T; CT; TS |
Stare TR; TRS; CS |
||
|
Rm min N/ |
A5 min % |
Rm N/ |
A5 min % |
|
|
Max 6 |
780 |
5 |
490-690 |
6 |
|
7-10 |
740 |
6 |
||
|
11-25 |
690 |
7 |
||
|
26-40 |
640 |
7 |
||
|
41-80 |
590 |
8 |
||
Caracteristici fizice
Tabelul 1.8 [6]
a) Marimi fizice ( valori informative )
|
Mari- mea |
Unit de mas. |
Temperatura C ) |
|||||||||||
|
0 50 |
20- 50 |
0- 100 |
20- 100 |
0-200 |
20-200 |
0-300 |
20-300 |
0-400 |
20-400 |
0-500 |
20-500 |
||
|
α ' |
|
- |
11,55 |
- |
12,0 |
- |
12,65 |
- |
13,55 |
- |
14,15 |
- |
14,6 |
|
c |
cal/g C |
0,109 |
- |
0,112 |
- |
0,117 |
- |
0,122 |
- |
0,127 |
- |
0,132 |
- |
|
kJ/kg C |
0,456 |
- |
0,469 |
- |
0,490 |
- |
0,511 |
- |
0,532 |
- |
0,533 |
- |
|
Tabelul 1.9 [6]
Tratamente Termice - caracteristica otelului, materialului
|
Revenire joasa |
Calire L1 |
Re- coa-cere inter-med. |
Calire L |
Cemen-tare |
Nor- zat |
Re- coa- cere de in- muiere |
Temperaturi critice |
||
|
Racire T C |
Racire T C |
Racire TC |
Racire TC |
Racire TC |
Racire TC |
Racire |
Ac1 |
Ac3 |
Ms |
|
aer 170-210 |
ulei 810-880 |
cuptor 650-680 |
ulei 870-900 |
ulei-pachet 870-900 |
aer 680-890 |
cuptor 650-680 |
400 |
840 |
765 |
Fazele operatiei, caracteristici principale ale masinii unelte utilizate, scule, dispozitive, verificatoare, regimuri de aschiere
Debitare din bara de ![]()
-MU: masina de debitat cu banda continua FMB 250
-scula: panza de ferastrau, ferastrau cu banda continua
-dispozitiv de prindere: menghina
-verificator: subler 150
Strunjire ![]() , strunjire frontala, centruire
, strunjire frontala, centruire
-MU: strung SNB 400x750
-scula: cutit de strung
-dispozitiv de prindere: universal
-verificator: subler 150
Strunjire filetare
-MU: strung SNB 400x750
-scula: cutit de strung, cutit de filetat
-dispozitiv: universal
-verificator: subler de 150
Determinarea regimului de aschiere
t (adaos de prelucrare )=Aprel ( abatere de la prelucrare )=0,342 [mm] [1.1]
s ( avans )![]() 0,09(2)
[mm/rot]
0,09(2)
[mm/rot]
 [m/min]
[m/min]
T ( durabilitatea taisului )=90 [min]
![]() sunt coeficienti care exprima influenta altor
factori
sunt coeficienti care exprima influenta altor
factori
![]()
![]() ,
,
![]() ,
,
![]() =coeficienti
=coeficienti
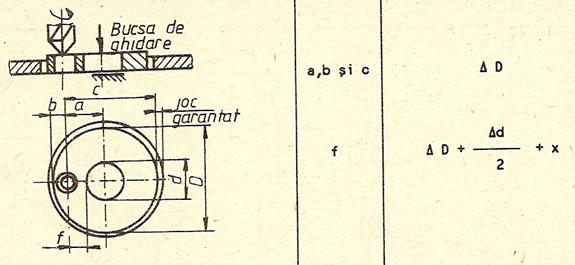
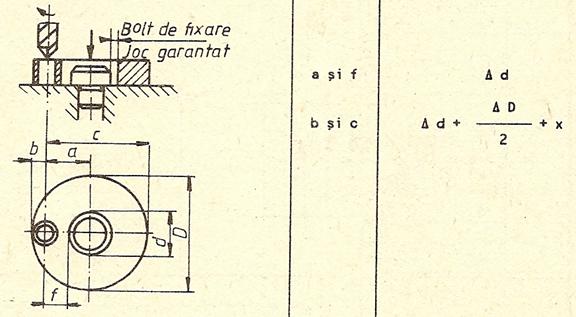
Calculul erorilor de orientare si alegerea variantei optime de orientare
Varianta 1
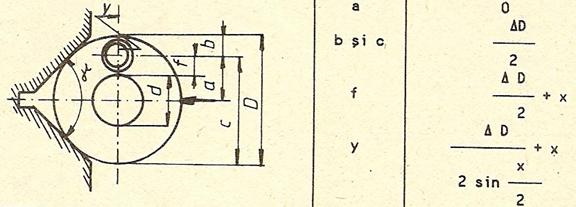
a=17,5mm b=34,2mm
f=8,5mm c=61mm
d=18mm D=72mm
x=0,13mm y ![]() (
(![]() )
)
 [2.3]
[2.3]
![]() erorile dimensionale a,b,c.
erorile dimensionale a,b,c.
x-bataia radiala
![]() -jocul
radial la montarea semifabricatului
-jocul
radial la montarea semifabricatului
![]() -jocul
minim
-jocul
minim
![]()
T=As-Ai sau ![]()
Ta=0 -(-0,1)=0,2 ![]()
![]()
![]() BO(a)
BO(a)![]() BC(a)
BC(a)
Tb=0 ![]()
![]()
![]() BO(b)
BO(b)
![]() BC(b)
BC(b)
Tb=0 ![]()
![]()
![]() BO(c)
BO(c) ![]() BC(c)
BC(c)
Varianta 2
a=17,5mm b=34,2mm
f=8,5mm c=61mm
d=18mm D=72mm
x=0,13mm
![]() [3.3]
[3.3]
![]()
T=As-Ai sau ![]()
Ta=0 -(-0,1)=0,2 ![]()
![]()
![]() BO(a)
BO(a)![]() BC(a)
BC(a)
Tb=0 ![]()
![]()
![]() BO(b)
BO(b)
![]() BC(b)
BC(b)
Tb=0 ![]()
![]()
![]() BO(c)
BO(c) ![]() BC(c)
BC(c)
Varianta 3
a=17,5mm b=34,2mm
f=8,5mm c=61mm
d=18mm D=72mm
x=0,13mm
![]() [4.3]
[4.3]
![]()
T=As-Ai sau ![]()
Ta=0 -(-0,1)=0,2 ![]()
![]()
![]() BO(a)
BO(a)![]() BC(a)
BC(a)
Tb=0 ![]()
![]()
![]() BO(b)
BO(b)
![]() BC(b)
BC(b)
Tb=0 ![]()
![]()
![]() BO(c)
BO(c) ![]() BC(c)
BC(c)
![]()
|
Cote de realiz+cond |
Tolerante prescrise |
|
|
Relatie |
||
|
|
|
|
|
|||
|
a |
Ta |
0,1 |
0,2 |
0,2 |
0,2 |
0,2 |
|
b |
Tb |
0 |
0 |
0 |
0 |
0=0 |
|
c |
Tc |
0 |
0 |
0 |
0 |
0=0 |
|
≡ | ||||||
|
¢ | ||||||
|
Voptim |
x |
x |
optima | |||
Stabilirea fortelor de aschiere si a momentelor
Determinarea fortelor si momentelor la gaurire
Puterea efectiva la gaurire
![]()
![]() , XF, YF, XM, YM=coeficienti
, XF, YF, XM, YM=coeficienti
HB=duritatea materialului prelucrat in unitati Brinnel
Mt=momentul de torsiune determinat [Nm]
n=turatia burghiului sau a piesei instalata pa masina [rot/min]
Determinarea variantei economice de fixare corespunzator
productiei anuale
Determinarea timpului de baza la strunjire ( longitudinala+frontala )
Timpul de baza este timpul in cursul caruia un
executant efectueaza - cu ajutorul strungului si al SDV-urilor corespunzatoare - sau supravegheaza lucrari necesare
pentru modificarea nemijlocita a dimensiunilor formei, proprietatilor, starii
obiectului muncii. Conform STAS acest timp se noteaza cu ![]() si se masoara in min.
si se masoara in min.
Timpul de baza, adica timpul necesar pentru strunjirea unei suprafete, este definit prin relatia:
 [min] [7.1]
[min] [7.1]
in care: L=lungimea cursei de lucru a sculei in sensul avansului ( vezi figura 5.8 ), [mm]
![]() =viteza
de avans [mm/min]
=viteza
de avans [mm/min]
i=numarul de treceri necesar pentru executarea suprafetei respective
l=lungimea suprafetei prelucrate [mm]
![]() =distanta de patrundere (
intrare ) a cutitului [mm]
=distanta de patrundere (
intrare ) a cutitului [mm]
![]() [mm] [8.1]
[mm] [8.1]
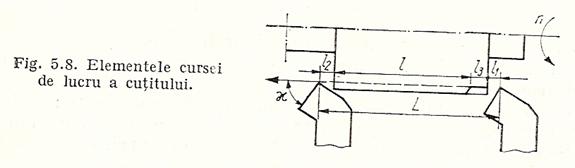
![]() =distanta de depasire ( iesire
) a sculei;
=distanta de depasire ( iesire
) a sculei; ![]() =0.5
mm
=0.5
mm
![]() =lungimea
suprafetei prelucrate pentru aschia de proba;
=lungimea
suprafetei prelucrate pentru aschia de proba; ![]() =0.10
mm
=0.10
mm
s=avansul [mm/rot]
n=turatia [rot/min]; n=400rot/min
 [9.1]
[9.1]
 (
numarul de treceri ) [10.1]
(
numarul de treceri ) [10.1]
Se alege i=3
![]() =0,2 ( adancimea de aschiere recomandata )
=0,2 ( adancimea de aschiere recomandata )
A=adaos de prerlucrare
( A=t=0,342 mm )
![]()
![]() [mm] - degrosare
[mm] - degrosare
l [mm]
Stabilirea normei de timp
 [min]
[min]
Productia anuala: N=10000+100n=10000+100*15=10000+1500=11500 [buc/an]
![]()
![]() - timp de pregatire-incheiere
- timp de pregatire-incheiere
![]() - timp de baza
- timp de baza
![]() - timp auxiliar, ajutator
- timp auxiliar, ajutator
![]() - timp operativ, operational
- timp operativ, operational
Determinarea timpului de baza la debitare:
![]() [min] [12.1]
[min] [12.1]
Determinarea timpului de baza la strunjire filetare:
![]() [min] [13.1]
[min] [13.1]
Determinarea timpului de baza la strunjire interioara:
![]() [min] [14.1]
[min] [14.1]
Determinarea timpului de baza la gaurire :
![]() [min] [15.1]
[min] [15.1]
Stabilirea normei de timp ( debitare )
 [min] [16.1]
[min] [16.1]
![]()
Stabilirea normei de timp ( strunjire )
 [min] [17.1]
[min] [17.1]
![]()
Stabilirea normei de timp ( gaurire )
 [min] [18.1]
[min] [18.1]
![]()
 [lei/an] [19.9]
[lei/an] [19.9]
R - regia sectiei de prelucrari mecanice care exploateaza dispozitivul
![]() ,
,
![]() - timpii normati in cele 2 variante comparate
[ore]
- timpii normati in cele 2 variante comparate
[ore]
![]() ,
,
![]() - retributiile tarifare orare in cele 2
variante comparate [lei/buc]
- retributiile tarifare orare in cele 2
variante comparate [lei/buc]
![]() - eficienta economica
- eficienta economica
 [buc/an] [20.9]
[buc/an] [20.9]
 [lei/an] [21.9]
[lei/an] [21.9]
![]() -
coeficient de proiectare
-
coeficient de proiectare
![]() =0,005.0 -
coeficientul de exploatare
=0,005.0 -
coeficientul de exploatare
T - durata de amortizare a dispozitivului
T=1 an - pentru dispozitive simple
T=2 ani - pentru dispozitive de complexitate medie
T=5 ani - pentru dispozitive complexe
Pentru
dispozitivele universale ![]() deoarece costul proiectarii dispozitivelor
universale se include in costul dispoyitivului Cp, exprimat de relatia:
deoarece costul proiectarii dispozitivelor
universale se include in costul dispoyitivului Cp, exprimat de relatia:
Cp=kM[lei/disp] [22.9]
M - numarul de piese componente ale dispozitivului
k=1050 - coeficientul de complexitzate a dispozitivului
Concluzii
 [lei/an]
[lei/an]
 [lei/an]
[lei/an]
 [lei/an]
[lei/an]
Rezultat
 [buc/an]
[buc/an]
 [buc/an]
[buc/an]
 [buc/an]
[buc/an]
![]() Varianta 3. Mecanism de fixare cu filet este varianta cea mai economica de fixare corespunzator
productiei anuale
Varianta 3. Mecanism de fixare cu filet este varianta cea mai economica de fixare corespunzator
productiei anuale
Descrierea dispozitivului, functionare, intretinere si reparatii NTS
( Norma Tehnica de Securitate )
Deservirea masinilor - unelte este permisa numai lucratorilor calificati si instruiti pentru acest scop.
Inainte de inceperea lucrului, lucratorul va controla starea masinii, a dispozitivelor de comanda, existenta si starea dispozitivelor si a gratarelor din lemn.
Lucratorul care deserveste masina de gaurit va verifica yilnic integritatea sistemului de inchidere a carcaselor de protectie si legarea la pamant.
Se interzice lucratorilor care deservesc masina de gaurit sa execute reparatii la partea mecanica sau electrica.
Dupa terminarea lucrului, curatati si ungeti masina, comunicati toate defectiunile constatate maistrului.
La inlaturarea aschiilor si pulberilor rezultate, folositi maturi, perii speciale sau carlige.
Stivuiti semifabricatele aprovizionate si piesele prelucrate in locurile stabilite si asigurati colectarea si evacuarea deseurilor, fara sa afectati functionarea masinii si caile de acces.
Inaintea fixarii piesei pe masa masinii, curatati canalele de aschii si mentineti curatenia gratarului de lemn pe toata durata programului de lucru.
Verificati ca burghiul sau alezorul din mandrina de prindere sa fie bine fixate si centrate si scoateti cheile de strangere inainte de pornirea masinii.
Nu folositi burghie, alezoare sau scule de honuit care prezinta urme de lovituri, crestaturi sau cozi uscate.
Inaintea pornirea masinii, alegeti regimul de lucru corespunzator operatiei executate, sculelor utilizate si materialelor folosite.
Se interzice cu desavarsire franarea cu mana sau cu manusa a axului port mandrina in timpul functionarii.
Mecanizarea dispozitivului, calculul elementelor de actionare
Calculul pistonului pneumatic ( motor pneumatic ) [29.7]
Descrierea dispozitivului, functionare, intretinere si reparatii NTS
( Norma Tehnica de Securitate )
La gaurirea cu ajutorul uneltelor portabile si a masinilor actionate electric sau pneumatic, inainte de folosire, se va controla cu atentie starea tehnica a acestora.
La masinile de gaurit se va urmari ca dispozitivul de retragere automata a axului principal sa functioneze la incetarea apasarii pe maneta de avans manual.
La montarea mandrinei sau burghiului in conul interior al axului principal, se va controla cu atentie ca pe conul cozii de fixare sa nu existe urme de uzura pronuntata sau lovituri, deoarece aceasta impiedica fixarea lor sigura in conul axului principal. Astfel se previne pericolul saririi lor pe ax in momentul pornirii sau retragerii sculei.
Este interzisa folosirea masinii de gaurit la executarea unor gauri cu diametrul mai mare decat diametrul maxim indicat de constructor. De asemenea, este interzisa reducerea marimii conului de prindere a burghielor mari sau conului mandrinei, in vederea montarii lor la masini de gaurit de mica putere, deoarece aceasta atrage dupa sine depasirea momentului de rotire a masinii, prevazut constructiv de fabrica. Depasirea momentului de rotire provoaca, pe de o parte, strapungerea izilatiei circuitului electric de lucru al masinii, deci apare pericolul de electrocutare prin atingere indirecta, iar pe de alta parte, in cazul uneltelor portabile actionate electric, depasirea momentului de rotire poate duce la accidentarea grava a muncitorului prin invartire, sau la electrocutarea lui in cazul desfacerii legaturilor conductoarelor electrice din cauza rotirii masinii.
Piesa trebuie sa fie bine stransa in dispozitive de prindere si asigurata impotriva rotirii accidentale. Este interzisa fixarea piesei pentru gaurit in mana.
Imbracamintea va fi bine stransa pe corp, iar parulo va fi bine acoperit.
Este interzisa strangerea mansetelor la salopeta cu ajutorul atelor sau sforilor, intru-cat capetele acestora pot fi prinse de burghiul sau axul masinii, producand accidentarea grava a muncitorului.
Se interzice masurarea adancimii gaurii cu ajutorul instrumentelor de masura sau curatirea de aschii, inainte de oprirea masinii. Pentru masurarea adancimii gaurilor, in timpul lucrului se vor folosi numai rigla divizata si reperul, adoptate de fabrica pe masina.
La gaurirea prin aschiere, apasarea de avans se va reduce treptat in apropierea momentului de strapungere, pentru a se evita autoangajarea burghiului in avans, deoarece in acest caz se poate produce ruperea burghiului sau smulgerea semifabricatului din dispozitivul de prindere, care de cele mai multe ori se soldeaza cu accidentarea muncitorului.
Extragerea mandrinei sau burghiului din axul masinii se va face numai cu ajutorul penei speciale prevazuta in trusa de accesorii a masinii, asigurandu-se totodata mandrina impotriva caderii pe pardoseala sau pe picioare.
La prelucrarea gaurilor pentru largire, adancire sau alezare se vor respecta acveleasi masuri de protectie ca la gaurire.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8004
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved