| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Recipiente si rezervoare
RECIPIENTE SUB PRESIUNE
Generalitati
Recipientele sub presiune sunt vase inchise in care se afla fluide la o presiune mai mare decat presiunea atmosferica sau sub vid, la diferite temperaturi. In recipientele utilizate in industria chimica au loc operatii fizice (amestecare, incalzire etc), sau reactii chimice. Recipientele pot fi fixe sau transportabile (butelii, cisterne auto sau pe calea ferata).Proiectarea, constructia, repararea si exploatarea recipientelor sub presiune sunt supuse prescriptiilor, instructiunilor si controlului I.S.C.I.R.( Inspectoratul de stat pentru cazane si instalatii de ridicat).
Recipientele pot fi clasificate, in functie de grosimea peretelui, in doua mari categorii : cu perete subtire, la care β=De / Di <1.2 si cu perete gros, pentru care β=De / Di >1.2, unde De este diametrul exterior al recipientului, iar Di diametrul interior al recipientului. Clasificarea lor se mai poate face si in functie de parametrii de lucru, presiune si temperatura .
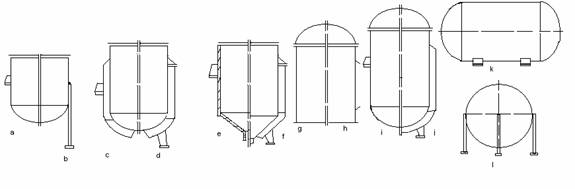
In industria chimica se intalneste o mare varietate de tipuri constructive de recipiente sub presiune. Ele se pot clasifica dupa mai multe criterii, si anume : dupa forma corpului recipientului (cilindrice, sferice),dupa forma capacelor sau a fundurilor recipientelor (eliptice, sferice, conice), dupa modul de rezemare (lateral sau pe fund), dupa modul de incalzire (cu manta sau serpentina) etc. In figura 1.1 sunt prezentate cateva tipuri constructive de recipiente sub presiune. Tot din categoria recipientelor mai fac parte : coloanele (de distilare, de rectificare, de absorbtie), aparatele aferente acestora (scrubere, tunuri), precum si aparatele tubulare (schimabatoarele de caldura).

ELEMENTELE CONSTRUCTIVE ALE RECIPIENTELOR SUB PRESIUNE
Corpul recipientelor
Corpul
recipientelor sub presiune poate fi cilindric, sferic, tronconic etc. El se realizeaza din virole sau elemente
(table curbate) imbinate prin suduri longitudinale si circulare. Virolele se
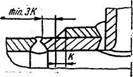
construiesc in asa fel incat sa cuprinda un numar minim de table. In cazul in care o virola este alcatuita din mai multe
table curbate, imbinarile sudate pe generatoare se vor afla la o distanta de
cel putin 0.8 m una fata de alta, admitandu-se ca numai una din aceste ditante
sa fie mai mica, dar cel putin 0,2 m (fig 1.2). 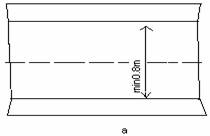
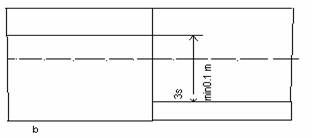
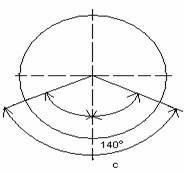
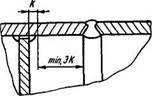
La realizarea corpului recipientului compus din mai multe virole, cusaturile lor longitudinale se vor decala cu o distanta egala cu trei grosimi de tabla, minimum insa 0,1 m (fig 1.2 b). Aceasta conditie este valabila si pentru cusaturile alaturate ale sferelor, pentru a se evita intersectia in cruce a sudurilor longitudinale si circulare, care ar duce la suprapuneri de deformatii si eforturi unitare remanente. I cazulrecipientelor orizontale, imbinarile longitudinale trebuie sa fie situate in afara zonei de 140 a partii inferioare a recipientului (fig 1.2 c). Daca asest lucru nu este posibil, trebuie sa prevada posibilitatea verificarii si repararii cordoanelor de sudura respective. De altfel, imbinarile sudate ale corpului recipientului, nu se vor acoperi cu alte elemente (inele de intarire, suporturi etc.) pentru a putea fi verificate in intregime. Cand acest lucru nu este posibil se va aplica o decupare a elementelor in dreptul sudurii corpului ca in figura 1.3 sau se va intrerupe sudur aacestor elemente in dreptul cordunului de sudura al corpului [ 1.2].
Cordoanele de sudura ale corpului nu vor fi slabite cu diferite orificii pentru racorduri. In cazul in care acest lucru nu este posibil se prevede controlul imbinarii de-o parte si de alta a orificiului pe o distanta egala cu cel putin diametrul orificiului.
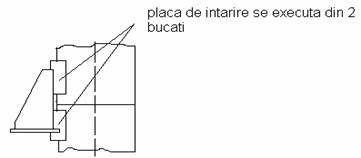
Fig 1.3 . decuparea elementelor in dreptul sudurilor corpului recipientului.
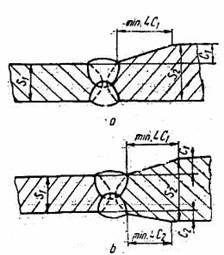
La sudarea inelelor de intarire in jurul racordurilor, distanta minima dintre marginea inelului de compensare si sudura corpului recipientului trebuie sa fie de cel putin trei ori cat ata cusaturii de colt (fig 1.4); aceeasi conditie se cere si sudurilor echipamentelor inferioare ale recipientelor (fig1.5)
|
|
Fig 1.4. decalarea sudurilor inelelor decompensare fata de sudurile corpului recipientului
|
|
Fig 1.5. . decalarea sudurilor echipamentelor interioare fata de sudurile corpului recipientului
La sudarea recipientelor sub
presiune se folosesc in mod obisnuit suduri
cap la cap. Se admit si sudurile de colt,
cum ar fi: sularea flanselor la
funduri si capace, sudarea amenajarilor
interioare, a suporturilor, urechi
lor si nervurilor de rigidizare. Nu sint admise
sudurile de colt din figu
ra 1.6. In cazul in care pentru realizarea corpului
recipientului se imbina
cap la cap virole de grosimi diferite, se
teseste tabla mai :groasa.pe o
lungime de cel putin patru ori diferenta
de grosime, ca in figura 1.7. Sint
si cazuri in care nu este necesara
tesirea tablei mai groase.
In ceea ce priveste dimensiunile de galbarit ale recipientelor, capacitati si diametre, acestea sltifi standardizate; de asemenea si conditiile de regim (presiunea si temperatura) [1.2], [1.42].
|
|
 Fig1.6 suduri neadmise
in constructia
Fig1.6 suduri neadmise
in constructia
Recipientelor sub presiune
 fig
1.7. tesirea tablei mai groase in vederea sudarii :
fig
1.7. tesirea tablei mai groase in vederea sudarii :
a- pe o parte , b - pe ambele parti.
Funduri si capace plane
Fundurile sau capacele recipientelor pot fi fixe, sudate de corp sau demontabile, legatura cu corpul recipientului facindu-se prin flanse. Exista o mare varietate de forme constructive de funduri si capace pentru recipientele din industria chimica si petrochimica. Astfel, in STAS 6733-71 sint prezentate pe larg aceste tipuri cu utilizarile lor.
Funduri si capace plane
Aceste tipuri de funduri si
capace se utilizeaza pentru presiuni mici si
sunt realizate in doua variante:
-Neracordate (fig. 1.8, a) tip A utilizate pentru diametre cuprinse intre 0,159si 0,530 m si cu grosimi 0,004-0,040 m si tip B, Ipentru diametre cuprinse intre 0,6 si 3,0 m, cu grosimi cuprinse intre 0,005 si 0,014m.
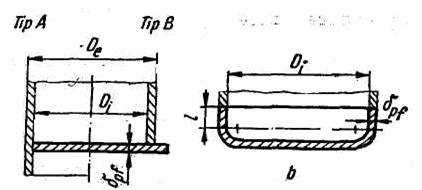
Fig1.8 funduri plane : a- neracordat ; b- racordat
- Racordate (fig. 1.8, b) utilizate pentru diametre de 0,6-3,0 m, cu grosimi 0,004-0,040 m. Alte forme constructive de capace plane sunt date in figura 1.9.si anume sunt prezentate capace plane sudate de corpul recipientului racordate, neracordate, precum si capace plane care tin loc de flanse sau prinse intre flanse. Fundurile si capacele plane se executa usor, dar ating grosimi mari cind sint utilizate la presiuni ridicate, deci nu sunt economice din punctul de vedere al consumului de material. De aceea, se recomanda pentru recipientele de diametre mici care functioneaza la presiune scazuta.
Funduri si capace sferice
Fondurile si capacele sferice se executa in mai multe variante: sferic neracordat cu D=0,6-3,0m, s=0,004-0,012 m; tip taler cu! D=0,6-4,0 m, s=0,004-0,012 m; semisferic cu D=0,6-3,0 m, s=4),004-0,040 m si racordat in forma de miner de cos cu D=0,6-4,0 m si s=0,004-0,040 m.
In general, fundurile si capacele sferice fara racordare se recomanda pentru presiuni mici, deoarece eforturile unitare in zona imbinarii corp-fund sferic neracordat, inregistreaza un salt brusc. 'La fundul semisferic, imbinarea fund-corp cilindric este complet descarcata, dar prezinta un dezavantaj care nu poate fi neglijat, si anume dificultatea de a se executa, , prin ambutisare, funduri sau capace adinci. Fundul sferic racordat cauta sa imbine doua avantaje, si anume o repartitie mai uniforma a eforturilor unitare in zona imbinarii si o. T executie mai simpla (aceste funduri se realizeaza pe masini speciale de bordurat, cu role).
Funduri si capace elipsoidale(STAS 794-75)
Acestea au diametre cuprinse intre 0,15 si 4,0 m si grosimi intre 0,004 si 0,050 m (fig. 1. 11). Profilul eliptic este cel mai frecvent utilizat la obtinerea fundurilor si capacelor pentru recipientele diniridustria chimica. Tipul de fund sau de capac elipsoidal are o variatie continua a razelor de curbura, ceea ce duce la o repartitie uniforma a eforturilor . unitare. In' urma cercetarilor teoretice si experimentale s-a determinat ca pentru un recipient cilindric cu fund elipsoidal se realizeaza o concentrare minima de eforturi unitare in zoria imbinarii daca raportul semiaxelor fundului este 2, acesta fiind profilul optim. La imbinarea fundului elipsoidal cu corpul cilindric trebuie prevazuta o portiune cilindrica (corp comun cu fundul) de lungime minima h , cu rolul de a scoate cordonul de sudura din zona in care este supus unor eforturi unitare suplimentare. Valoarea h este corelata eu grosimea pyetelui fundului (minim de 3 ori grosimea). La imbinarea capacului'sau fondului cu o flansa, aceasta lungime va fi corelata, de asemenea, cu dimensiunile flansei ca in -figura 1>12
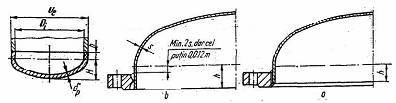 fig 1.12 Fig1.11 fund
elipsoidal portiunea
cilindrica
fig 1.12 Fig1.11 fund
elipsoidal portiunea
cilindrica
la fundurile bombate
a-flansa tip liber;
b tip integral
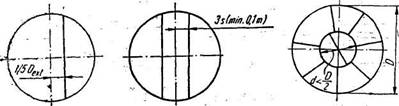
Fig. 1.13. Rondela pentru aimbutisarea fundurilor
a- din doua bucati; b-din trei bucati ; c-din petale si rozeta centrala.
Fundurile elipsoidale realizate din doua bucati sudate de ambutisare ,vor avea cordonul de sudura dupa o coarda aaipla-sata la o distanta de centrul rondelei pentru fund de 1/5 din diametrul exterior al acesteia (fig, 1.13, a), pentru a se putea scoate cordonul de sudura in afara planului diametral in care eforturile sint maxime. In cazul in care rondela este executata din trei bucati, cordoanele de sudura vor fi amplasate dupa coarde paralele aflate la o distanta de cel putin ,3,grosimi de tabla (minim insa 0,1 m) fata de centrul fundului (fig. 1.13, b).
La
diametre mari,fundurile cu profil elipsoidal se pot executa dintf-brondeja
centrala si din petale amibutisate. imbinarile sudate-ale,
acestorelemente se amplaseaza nuniai dupa cercuri
paralele si meridiane. Numarul petalelor sau segmentilor
sa fie impar si astfel ales incitfintre^su-durile pe meridian
in dreptul rozetei centrale distanta sa fie mai mare
decit 5 grosimi ale tablei, in cazul in: care rqzeta este
executata;,dindoua bucati, sudura acestora va fi decalata de sudurile
pe meridian alesegmentilor {fig. 1.13,
c).Daca la imbinarea dintre un fund si corpul recipientului exista q diferenta de
grosime mai mare decit cea din tabelul 1.10, se teseste grosimea mai mare in vederea sudarii,
pe o distanta de cel
putin 4 diferente de grosime.Cusaturile
meridionale ale fundurilor executate din inai multe bucati se decaleaza fata de
cusaturile longitudinale ale corpului cilindric alaturate cu
o distanta egala cu 3 grosimi de tabla, dar nu mai
putin de 0,1 m.
In cazul in care fundurile sau capacele sint strabatute de orificii pentru racordurile de legatura ale recipientului, acestea nu se amplaseaza la intamplare. Astfel, trebuie pastrata o distanta minima intre marginile orificiilor {sau intre sudurile inelelor de intarire ale' orificiilor) precum si intre marginile orificiilor si ale fundului.
Distantele se masoara pe proiectia fundului pe un plan care trece prin bordura acestuia.
IMBINARI CU FLANSE
Necesitatea asamblarii demontabile cu flanse a tinor invelisuri tehnice este impusa de o serie de considerente legate de tehnologia de executie, de conditiile de transport, de montaj si de exploatare. Chiar daca posibilitatile productiei, inclusiv cele ale asamblarii pe santier, permit executarea utilajelor tehnologice la dimensiunile necesare, acestea se fac de multe ori demontabile -pentru inlesnirea montajului si a reparatiilor. ;
Flansele sint constituite din i inel, guler sau git, virola cilindrica corespunzatoare, in componenta imbinarilor cu flanse mai intra, de asemenea, garnituri pentru etansare, suruburi sau rezoane, piulite etc
Tipuri constructive de flanse
Imbinarile cu flanse pot fi in constructie normala (normalizata, standardizata) sau in constructie speciala
Flansele normale se clasifica in functie de mai multe criterii:
a) forma geometrica (circulare, patrate, ovale, triunghiulare etc)
b) forma sectiunii diametrale (transversale)
c) sistemul de fixare la virola sau la teava;
d) treptele de presiune la care lucreaza;
e) dimensiunile gabaritului diametral;
f)materialul de constructie;
g)forma suprafetei de etansare.
Dupa
forma sectiunii transversale (diametrale), flansele sint: plate,
cu guler, cu git sau combinate.
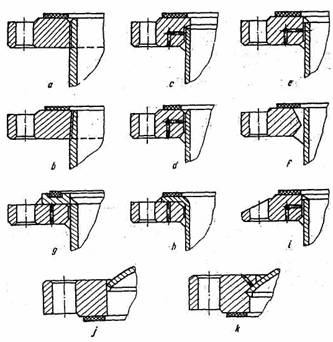
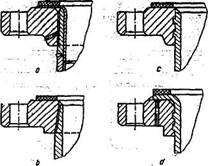
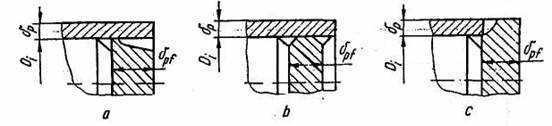
Flansele plate pot fi fixate rigid (fig. 1.16) sau pot fi libere pe corpul recipientului sau pe teava .Flansele plate fixe se utilizeaza, in general, pentru diametre mari si presiuni relativ mici. In conditii speciale si, de regula, numai la reparatii, acest tip se poate folosi pentru dimensiunile curente si pentru presiuni nominale cu valori de pina la 2,5 MPa si, in cazuri exceptionale, chiar mai mari. Modalitatile de fixare a inelului flansei la virola cilindrica sau la capacul recipientului sint indicate in figura 1.16. Tot in aceasta figura se remarca existenta Unor canale practicate in inelele flanselor, care au rolul de a permite iesirea aerului inchis in spatiul dintre inel si virola, intimpul sudarii.
|
|
Fig 1.16 flanse plate fixe : a- prin insurubare pe suprafata cilindrica si cordon de sudura pentru etansare ; b-prin insurubare pe suprafata tronconica ; c.i- posibilitatide prindere prin sudura ;j,k - posibilitati de fixare prin sudura al inelului flansei de capacul sferic al recipientului.
In caz contrar,
datorita presiunii aerului, dezvoltata sub influenta
temperaturii produse la sudare, este posibil sa apara
burdusirea virplei cilindrice sau a capacului (fig. 1.16, k). in
cazul in care flansele sint prevazute Ja recipiente executate din
oteluri inalt aliate pot li utilizate' solutii constructive de
genul celor indicate in figura 1.16, g, h. Flansele plate, libere,
se folosesc 'de obicei pentru, recipiente realizate din materiale neferoase
si
din materiale plastice. In;,figura. 1.17 smt prezentate .citeya tipuri;de flanse
plate libere, precum si felul contactului dintre .inelul flansei
si virola recipientului sau teava.Flansele cu
guler (fig. 1.18) sint recomandare pentru presiuni .de pina la 16
MPa. Modurile de fixare a inelului cu guler al flansei la virolarecipientului
sau la teava sint aratate in figura1.18
|
|
 Flansele
cu gat se utilizeaza, de regula, pentru presiuni -cu valori ridicate,
insa pentru diametre mai reduse (din motiye de executie). Actualmente, datorita
introducerii in uzul industrial a unor laminoare de bandaje de dimensiuni niai
mari, se pot executa ilarise eu git cu diametrul nominal de 3 . mCostul de fabricare, insa, este foarte
ridicat si, deci, neeconomic. Cateva tipuri de flanse cii git sunt
prezentate in figura 1.19. In cazul recipientelor turnate, flansele se
executa odata cu corpul acestora..Celelalte
tipuri de flanse cu git se pot fixa la corpul recipientului prin sudare,
in special, iar in cazul tevilor, prin sudare, cu filet sau prin mandrinafe (deoarece nu asigura,
totdeauna, o etansare perfecta este necesar sa se execute un cordon de sudura, suplimentar,
pentru etansare).
Flansele
cu gat se utilizeaza, de regula, pentru presiuni -cu valori ridicate,
insa pentru diametre mai reduse (din motiye de executie). Actualmente, datorita
introducerii in uzul industrial a unor laminoare de bandaje de dimensiuni niai
mari, se pot executa ilarise eu git cu diametrul nominal de 3 . mCostul de fabricare, insa, este foarte
ridicat si, deci, neeconomic. Cateva tipuri de flanse cii git sunt
prezentate in figura 1.19. In cazul recipientelor turnate, flansele se
executa odata cu corpul acestora..Celelalte
tipuri de flanse cu git se pot fixa la corpul recipientului prin sudare,
in special, iar in cazul tevilor, prin sudare, cu filet sau prin mandrinafe (deoarece nu asigura,
totdeauna, o etansare perfecta este necesar sa se execute un cordon de sudura, suplimentar,
pentru etansare).
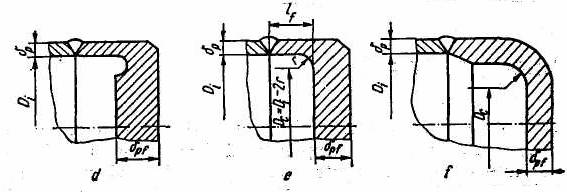
Fig 1.17 flanse cu guler si moduri de fixare la virola recipientului sau la teava.
a-prin insurubare
la o virola din otel
placat;b- prin
insurubare ;c,d-
prin mandarinare
e,f- prin sudare
Flansele combinate sint realizate cu scopul reducerii masei constructiei si pentru simplificarea tehnologiei de fabricare, concomitent cu mentinerea unei capacitati portante ridicate. in l acest mod flansele cu git sint-inlocuite cu flanse combinate. Astfel, pentru preluarea solicitarilor mari care se dezvolta la valori ridicate ale presiunii de lucru, se poate adopta solutia de ingrosare a zonei de trecere dintre inel si corpul propriu-zis, O alta solutie este utilizarea nervurilor de rigidizare, netesite sau tesite(cazmai economic dinpunctul de vedere al consumului de material metalic si al transmiterii corecte a fluxului de forte). In cazul flanselor cu nervuri, nervurile sint prevazute la mijlocul distantei dintre doua suruburi (prezoane) alaturate sau alte intervale .
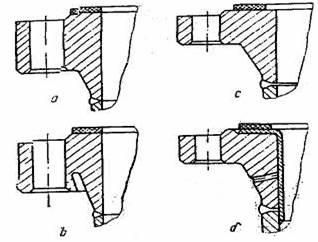
Fig 1.18 flanse cu gat ;
a- cu inel cu gabarit diametral redus si cu grosime sporita ; b- aceeasi situatie ca la a si cu degajare pentru atenuarea concentrarii eforturilor unitare. c- pentru recipiente din oteluri obisnuite ; d- pentru recipiente din oteluri inalt aliate sau pentru oteluri placate.
Dintre flansele in constructie speciala se amintesc:
Flansele cu sudura pentru etansare folosite la utilajele pentru prelucrarea substantelor deosebit de toxice, la care nu se admite nici cea mai mica scurgere de fluid, se executa fara garnitura si cu cordon de sudura pentru etansare. In timpul demontarii, cordonul de sudura se inlatura cu grija, iar la montare se executa din nou. Aceasta operatie se poate realiza de 6 10 ori, dupa care se recomanda inlocuirea umerilor ce se imbina prin sudura [1.10].
Flanse demontabile. Uneori pentru demontarea
mai usoara a utilajului, flansa trebuie indepartata frecvent, in special de pe
tevile de legatura. In aceasta situatie se folosesc flanse cu inel sectionat,
introdus intr-un canal prevazut in conducta, garnitura de etansare putind fi
asezata pe capatul tevi (daca exista latime suficienta) sau pe suprafetele
corespunzatoare ale inelelor flanselor. Alte solutii constructive de flanse
demontabile sant prezentate in figura 1.20 unde, in primul caz, capetele de
teava trebuie sa aiba forma tronconica pentru realizarea, la stangerea inelelor
flanselor, a efectului de pana. In cel de-al doilea caz (fig. 1.21), prin
strangerea celor doua semicoliere, cu ajutorul unor prezoane prevazute in acest
scop, capetele de teava sant obligate sa se aproprie si sa preseze garnitura de
etansare (suprafetele de contact dintre semicoliere si capetele tevilor sunt
tronconice). 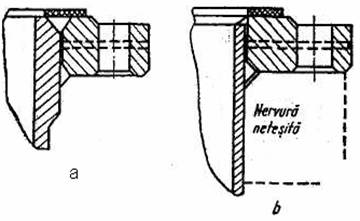
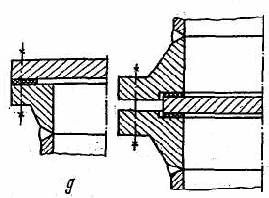
FIG1.19 Flanse combinate
a- cu zona de trecere ingrosata; b-cu nervuri netesite
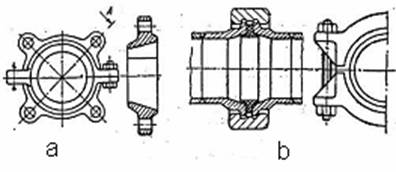
Fig 1.20 Imbinare cu semicoliere : a - cu cate doua semicoliere pe fiecare capat de teava; b-cu doua semicoliere pentru toata imbinarea.
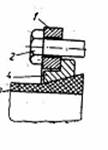 Fig 1.21 Imbinare cu flanse pentru
materiale casante:1- inel; 2 - surub
; 3teava din material casant; 4- inel de strangere.
Fig 1.21 Imbinare cu flanse pentru
materiale casante:1- inel; 2 - surub
; 3teava din material casant; 4- inel de strangere.
 Fig
1.22 imbinare cu flanse pentru tevi din sticla : 1- inel; 2 - teava din sticla
; 3 - garnitura de etansare; 4 - garnitura moale ; 5 - inel de sprijin.
Fig
1.22 imbinare cu flanse pentru tevi din sticla : 1- inel; 2 - teava din sticla
; 3 - garnitura de etansare; 4 - garnitura moale ; 5 - inel de sprijin.
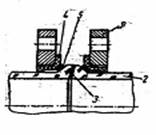
Fig 1.23 Imbinare cu flanse pentru materiale sensibile la incovoiere :
teava; 2 - semicoliere cu canal inelar pentru fixare pe capatul tevii;
garnitura pentru etansare; 4- suruburi
Flanse penru conducte si virole din materiale sensibile la incovoiare.
Pentru conductele si utilasele consteuite din fonta silicioasa, ceramica, sticla, faianta, materiale plastice etc., flansele nu trebuie executate dintr-o bucata cu conducta sau utilajul respectiv, deoarece din cauza rezistentei mici la incovoiere a acestor materiale se pot produce deteriorari.
Capetele de teava, virolele si capetele realizate din astfel de materiale se fac conice, in zona de contact cu flansele si cu grosimea mai mare. (fig 1.22 ; 1.23)
Garnituri de etansare
Rolul acestor garnituri este de a etansa interstitiul dintre suprafetele inelelor flanselor si de a impedica scurgerea lichidului sau a gazului prin acest spatiu. Garnitura pentru etansare trebuie sa indeplineasca urmatoarele conditii:
- sa fie suficient de elastica pentru ca la o comprimare minima sa se deformeze astfel incat sa asigure etansarea sigura a imbinarii si sa o pastreze in cazul deformarii suprafetelor de etansare, conditionata de stangerea suruburilor (prezoanelor);
- sa nu schimbe sensibil elasticitatea in timpul exploatarii;
- sa reziste la temperatura si la presiunea de lucru, precum si la agresivitatea chimica a mediului etansat;
- sa nu deterioreze suprafetele de etansare.
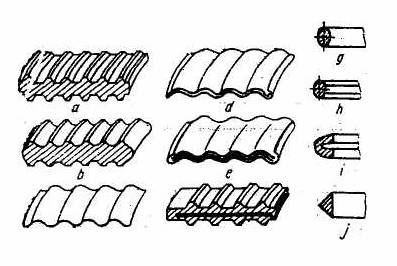
Fig 1.24 Garnituri din materiale metalice moi: a,b - plate cu rizuri; c- din tabla ondulata ; d, e- din doua si trei table ondulate, suprapuse ; f- plata cu rizuri si canal inelar pentru sporirea elasticitatii ; g,h - garnituri inelare su sectiune ovala si cu sectiune ovala si cu sectiune poligonala; i,j - garnituri lenticulare
Desi si masa si costul garniturii pentru etansare au valori reduse comparativ cu celelalte elemente constructive ale utilajului, este de dorit ca materialul acestuia sa fie accesibil si, in acelasi timp, ieftin. Nu trebuie trecute cu vederea nici celelalte caracteristici ale garniturii, luind in consideratie faptul ca fiabilitatea generala a utilajului depinde intr-o masa esentiala de comportare in exploatare a iminarilor cu flansa si, in speta, a materialului garniturii.
In figura 1.24 sunt redate cele mai reprezentative tipuri de garnituri pentru etansarea fluidelor, realizate din materiale metalice moi, dintr-o singura bucata (masive) sau din mai multe straturi ondulate (ca elasticitatea sporita). Pentrua mari elasticitatea garniturii, (fig.1.24,f,i) s-au realizat canale care permit patrunderea fluidului sub presiune in spatiu creat, astfel in cat marginile garniturii sa fie puternic presate pe suprafete de etansare.
In figura 1.25 sunt indicate cele mai reprezentative tipuri de garnituri combinate (mixte), obtinute din materiale nemetalice.
. 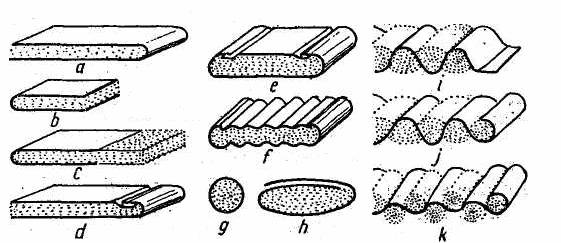
Fig1.25 Garnituri metoplastice:
a.h - cu strat exterior din material metalic moale ; i,j.k - cu tabla ondulata si cu fasii din material moale asezate in piluri; grosimea tablei ondulate variaza intre 0,4 si 0,5 mm, iar pasul ondulatiilor de la 4 la 6,5 mm ; grosimea garniturii este de 0,65- 0,7 din pasul ondulatiei.
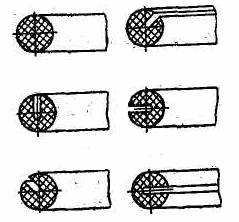
Fig 1.26 Garnituri inelare din teflon, cu sectiune transversala circulara (canalele executate sunt indreptate catre spatiul ce comunica cu mediul de lucru ); temperatura maxima de lucru 270 grade C.
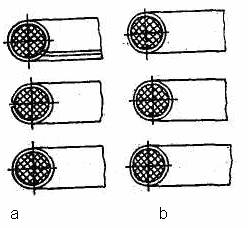
Fig 1.27. Garnituri inelare combinate, cu sectiune circulare transversala circulara ( interstitiile de la capetele camasilor exterioare sau zonele de supraveghere trebuie sa vina in contact cu mediul de lucru);
a- cu camasi incomplete;
b- cu camasi cu capete suprapuse.
Citeva tipuri de garnituri inelare cu sectiunea traversala circular, obtinut din teflon (politetraforietilena), sunt aratate in figura 1.26, unde se remarca si canalul care sporeste
elasticitatea garniturii, cu efect favorabil asupra etanseitatii mediului de lucru.
Aceleasi garnituri pot fi executate si din alte materiale, ca de exemplu asbest, cauciuc etc. In figura 1.27 sunt reprezetate garnituri inelare combinate, ca un invelis exterior realizat din teflon sau dintr-un material metalic moale, iar in interior se gaseste partea toroidala cu sectiunea traversala circulara, executata dintr-un material de tipul cauciucului, azbestului etc.
Intrucat sant cunoscute cele doua cai principale prin care mediul de lucru sub presiune poate scapa catre exterior prin imbinarea cu flansa:
a) pe langa garnitura (prin spatiile dintre garnitura si suprafetele de etansare ale inelelor flanselor) si b)prin porii materialului garniturii, s-au realizat garnituri mixte, la care drumul pe care ar urma sa-l strabata mediul de lucru prin porii materialului nemetalic este foarte lung si deosebit de greu de strabatut. Aceste garnituri recomanda pentru presiuni si pentru temperaturi mai ridicate.
Strangerea imbinarilor cu flansa
Pentru realizarea presiunii de strivire a garniturii, la montare, care sa permita inchiderea sigura, pentru mediul de lucru sub presiune, a cailor mentionate anterioare, se utileaza, de regula, suruburile si presoane (de obicei pentru presiuni mai mari de 4 MPa si temperaturi peste 300 C [1.1]) conventionale. Pentru o comparatie mai buna a imbinari la temperaturi ridicate se utilizeaza prezoane cu portiunea nefiletate a tijei subtiata si deci cu rigiditate micsorata (elasticitatea sporita).
In ceea ce priveste numarul gaurilor pentru suruburi (prezoane) practicate in ineleloe flanselor, acesta trebuie sa sa fie un multiplu de patru, iar gaurile sa fie asezate la o distanta de 3 d - pentru strngerea suruburilor cu cheie fixa obisnuita sau 2,25 d - pentru strangerea cu ajutoru cheilor tubulare, unde d este diametru nominal al filetului. Pentru realizarea stangerii piulitelor se vor porni de la realizarea acestui operatii la doua din perpendiculare (in cruce), dupa care se urmareste strangerea piulitelot in sens trigonometic sau invers (este vorba de sensul urmarit pe circumferinte centrelor gaurilor). Pentru o presare cit mai uniform a garniturii, pe toata circumferinta si pe toata latimea acestea, se recomanda strangerea cu ajutorul cheilor dinamometrice, iar pentru utilaje de o deosebita importanya, cu dispozitive hidraulice.
Atit la montare cat si la exploatare, in zona de imbinare a flansei cu virol sau cu teava se produc momente incovoiaetorcare dezvolta, in unele cazuri, deformatii inseamnateale materialului de constructie. O prima masura pentru reducerea valorii momentului incovoietor este aceea de amicsora, constructiv, bratul fortei din suruburi. Cu toate acestea, in cazul recipientelor emeilate, la care exista pericolul craparii emailului, se adopta stringerea cu agrafe care, pe langa efectul favorabil mentionat anterior, uniformizeaza, in acelasi timp, deformatia si in directia inelara (datorita numarului mare de agrafe ce se instaleaza). Cateva tipuri de agrafe sant prezentate in figura 1.28 si 1.29.
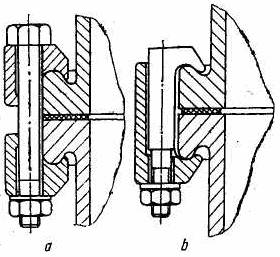
Fig 128. Strangerea cu agrafe a flanselor:
a- cu surub conventional;
b- b- cu surub cu nas.
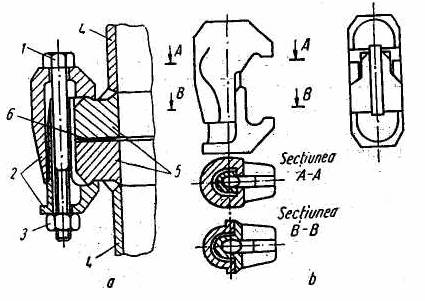
Fig 1.29. Strangerea cu agrafe a flanselor :
a- ansamblu ; b-detaliul agrafei ; 1- surub; 2-semiagrafe 3- piulita; 4- virole ; 5- inelele flanselor; 6- garnitura
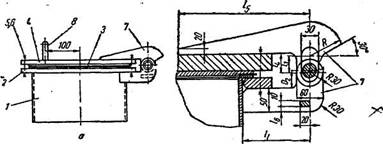
CUTII DE ETANSARE
Cutiile de etansare se monteaza pe capatul sau corpul recipientului in dreptul trecerii arborelui amestecatorului, cu scopul de a impiedica scaparile de fluid. De asemenea, se utilizeaza la racordul de golire al recipientelor cu camasa de incalzire demonstrabila. Schita de amplasare a cutiilor de etansare este prezentata in figura 1.30. formata constructiva a etansarii depinde atat de parametrii de regim, presiunea si temperatura, cit si de turatia amestecatorului. Pentru recipientele cu perete subtire se utilizeaza urmatoarele tipuri consecutive: cutii de etansare cu umplatura moale fara racire sau prevazute cu racire (cu sau fara lagar) si dispozitivele de etansare cu inele alunecatoare (etansarea frontala) cu simpla si dubla actiune.
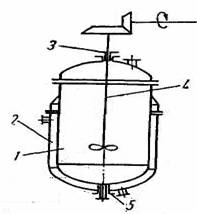 Fig1.30.
Schema de amplasare a cutiilor de etansare: 1- corp; 2- camasa de incalzire;3-
cutie de etansare pentru arbore; 4 -arbore; 5- cutie de etansare pentru teava
Fig1.30.
Schema de amplasare a cutiilor de etansare: 1- corp; 2- camasa de incalzire;3-
cutie de etansare pentru arbore; 4 -arbore; 5- cutie de etansare pentru teava
Cutii de etansare cu umplatura
Elemente constructive
Cutiile de etansare cu umplatura moale dint cele mai des utilizate pentru o gama larga de presiuni si turatii ale alborelui amestecatorului. In figura 1.31 este prezentata o cutie de etansare cu o umplutura moale fara racire pentru albori si una pentru tevi. Corpul cutiei (fig. 1.31, a) este realizata prin sudarea de elementul inelar 1, corpul 13 si flnsa 12.
I nelele de umplutura moale 3 in contact cu alborele sint stinse cu ajutorul presgarniturii executata, de asemenea, in constructie sudata din corpul 11 si flansa 7. Strangerea presgarniturii se face cu ajutorul prezoanelor 8, iar prinderi cutii pe capacul recipientului, cu prezoanele 5. Intre inelele de umplutura se monteaza un inel de ungere 4, la care lubrifiantul ajunge prin intermediul unui canal .
In afara de cutiile de etansare cu corp sudat se mai utilizeaza si cutii care au cotpul realizat prin turnare (fig.1.32).
In ceea ce priveste materialele de constructie pentru piesele cutii de etansare, ele trebuie sa prezinte rezistenta mecanica si la coroziune, sa-si pastreze caracteristicele timp indelungat la temperaturi ridicate si in acelas timp sa nu prezinte tendinte de gripare.
In cazul temperaturilor de lucru mai mari de 200 grade C se utilizeaza cutii de etansare prevazute cu racire (1.33).
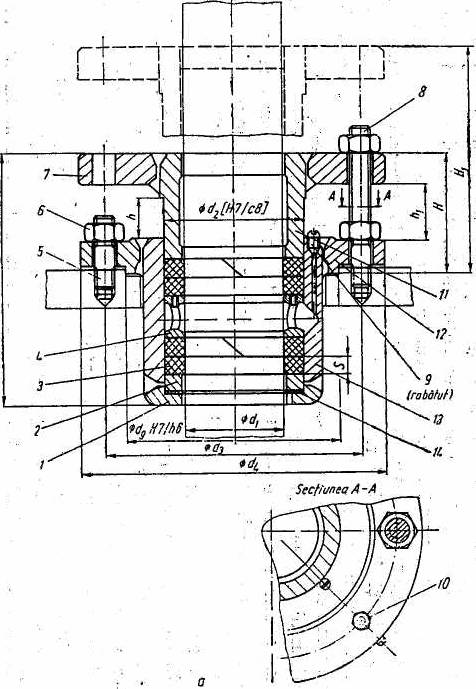
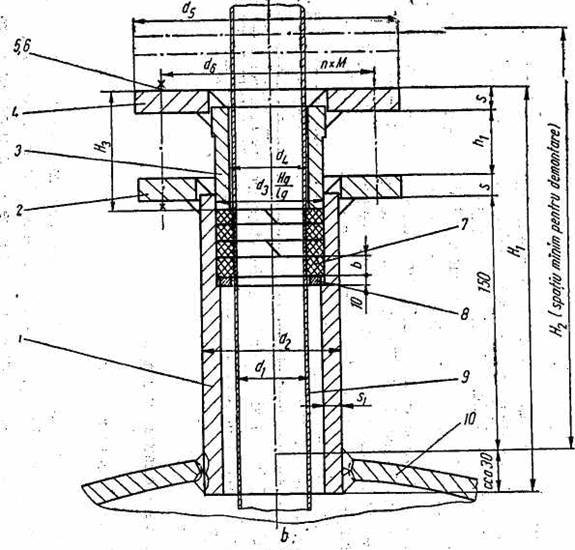
Fig1.31 Cutie de etansare
a- cu umplutura moale pentrti-arbori; 1 -Inel carcasa; .2 -Inel de sprijin; umplutura moale; 4 - Inel de ungere;.5, 6 - prezon, piulita; 7 -flansa presgarnitura;8 -prezon; 9 -stift filetat; - ungator; -corp presgarni-tura; 12 - flansa carcasa; - corp carcasa;, garnitura; b -cu umplutura moale pentru tevi; 1 - element corp; 2 - flansa corp; 3 - manson presgarnitura; 4 - flansa
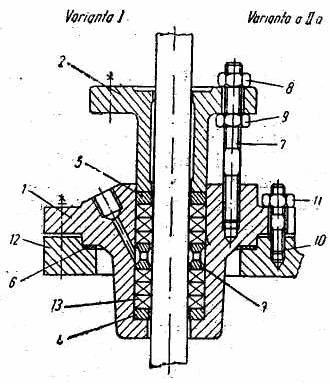
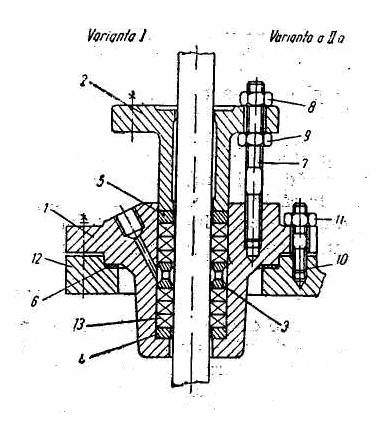
Fig 1.32. Cutie de etansare cu umplutura moale, cu corp turnat: Varianta I - cu bosaj sudat; Varianta II- turnat odata cu corpul recipientului;
1- corp turnat ; 2- presgarnitura ;3- inel de ungere ;4- inel de fund ;5- inel de presiune ; 6- garnitura; 7-prezon; 8,9- piulita; 10- prezon; 11- piulita;12- inel de fixare; 13- umplutura moale.
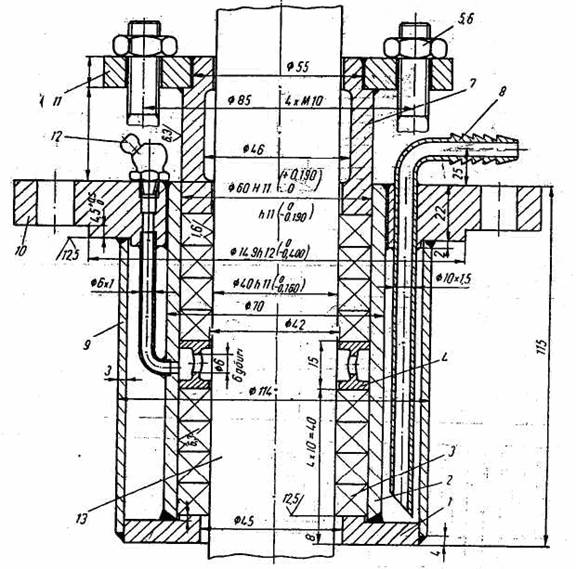
Fig 1.33. Cutie de etansare sudata, cu umplutura moale si racire: 1- inel carcasa; 2- inel de sprijin; 3- umplutura; 4- inel de ungere; 5,6- prezon piulita; 7- corp presgarnitura; 8- racord pentru apa; 9- camasa de racire ; 10,11- flanse; 12-ungator; 13-arbore.
Conditii privind proiectarea, executia, montajul si intretinerea cutiilor de etansare cu umplutura moale umplutura se realizeaza din 4..8 inele, in raport cu presiunea din recipient, executia din snur de azbest, taiat inclinat, ca in figura 1.34 a.
Ele se asaza in lacasul cutiei, astfel incat trebuie sa fie decalate pentru a nu forma canale de scapare a fluidului din recipient. Nu se prevad mai multe de 8 inele, deoarece strangerea lor devine greoaie, apar frecari si uzuri ale alborelui, consum de energie pronuntata. Snurul din care se executa umplutura are diferite forme in. sectiune Dimensiunile lacasurilor pentru umplutura sant prezentate in anexa 1.5. Pentru o strangere eficienta a umpluturii se prevad piese cu suprafete conice ca in figura 1.34, b.
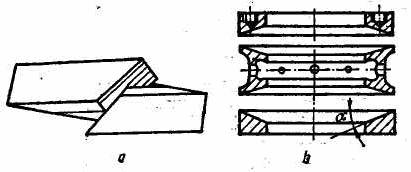
Fig 1.34. Elemente constructive pentru cutii de etansare cu umplutura moale: a- inel de umplutura moale ; b- elemente de strangere pentru umplutura.
Uneori pentru a imbunatati etansarea se plaseaza intre inelele de umplutura inele de teflon, bine ajunse pe arbore, care formeaza un efect de labirint.
Protectia de arbore din cutia de etansare trebuie sa indeplineasca o serie de conditii pentru a se asigura o buna functionare a etansarii. Astfel, trebuie sa aiba o forma geometrica corectata, fara abateri de la circularitate, o buna centrare si o suprafata cit mai neteda (0,80,6).
La toate elementele care compun cutiade etansare,ajustagele se vor alege cu multa atentie tinand seama de eventualele dilatatii termice care apar in functionare.
Cutia de etansare trebuie sa permita ungerea continu a cuplului arboreumplutura. Pentru acesta se prevede un inel de ungere (fig. 1.35), iar canalele din corpul cutiei trebuie sa asigure circulatia unui debit convenabil de lubrifiant. In cazul in care temperatura fluidului din recipient este ridicata, trebuie sa se asigure racirea cutiei de etansare fie prin proiectarea unor canale de circulatie a lichidului de racire, fie printr-o serpentina inglobata in peretele corpului cutiei de turnare. La realizarea turlei de sustinere a amestecatorului trebuie sa se prevada posibilitatea intretinerii cutiei de etansare (a strangerii si schimbarii inelelor de umplutura), si anume sa existe un sptiu convenabil si ferestre de acces. Pentru strangerea uniforma a umpluturii, presgarnitura se poate executa din doua bucati, flansa si corp, a carora imbinarea se prelucreaza sfernic.
In unele cazuri, functia de etansare a cutiilor se pot combina cu cea de rezemare radialrla (lagar). Aceasta duce insa la ingrosarea arborelui pe portiunea din cutia de etansare.
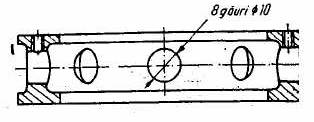
Fig 1.35. Inel de ungere
RACORDURI, GURI DE VIZITARE, ARMATURI
Recipientele sub presiune sint prevazute cu elemente care le leaga de celelalte utilaje aflate in fluxul tehnologic. Aceste elemente pot fi: racorduri, bosaje sau mufe. Ele se executa, in general, din acelasi material ca virola, capacul sau fundul de care se sudeaza.
Racorduri
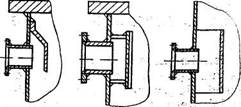
Racordurile sint alcatuite dintr-o teava care la un capat se sudeaza pe recipient si la celalalt capat de o flansa de legatura plata sau cu git, in functie de parametrii de lucru(fig1.36.). Din punctul de vedre al imbinarii tevii racordului cu elementul de recipient se intilnesc mai multe forme constructive de imbinari: racorduri introduse in mantaua recipientului, racorduri asezate pe manta, racorduri inclinate . Alegerea detaliului de imbinare, precum si a cusaturii sudate, depinde de conditiile de lucru pentru care a fost proiectat recipientul. in cazul in care recipientul lucreaza in conditii de coroziune se recomanda utilizarea racordurilor la care teava patrunde in recipient. Aceasta constructie impiedica prelingerea lichidului corosiv pe corp sau pe capac.-Daca grosimea recipientului este redusa (~ 0,003 m), orificiile se pot bordura la cald si de acest guler se sudeaza teava racordului.
La alegerea racordurilor trebuie sa se rezolve mai multe probleme: determinarea diametrului stutului (tevii) tinind seama de debitul de fluid care trece prin racord si de viteza fluidului; lungimea tevilor, aleasa in asa fel incit acestea sa poata fi sudate pe recipient si in acelasi timp sa se poata stririge usor suruburile flanselor; compensarea orificiilor, problema mai dificil de rezolvat.
Indiferent de forma pe care o au orificiile practicate in elementele de constructie ale recipientelor, ele sint niste concentratori de eforturi unitare. Valorile maxime ale coeficientului de concentrare (raportul dintre efortul unitar maxim in dreptul orificiului si efortul unitar membrana) se intilnesc la marginea orificiului, pentru ca ele sa scada cu departarea de orificiu (fig. 1.37)- pentru un orificiu circular practicat intr-un cilindru si intr-o sfera supuse presiunii interioare). Concentrarea de eforturi unitare creste in cazul in care corpul cilindric are abateri mari de la
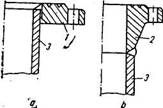
Fig 1.36. Racorduri: a- cu flansa plata; b- cu flansa cu gat; 1- flansa plata; 2- flansa cu gat; 3- teava
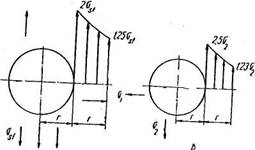
Fig 1.37 Coeficientul de concentrare a eforturilor unitare
circularitate, de asemenea, si la ner.egularitati ale conturului orificiului. Figura 1.38 prezinta variatia coeficientului de concentrare a eforturilor unitare aK pentru diferite' ovalitati u la cilindrii de raport D"Js (Om - diametru mediu, s - grosime) dat. De aceea se recomanda ca muchiile interioare ale capatului tevii sa fie rotunjite, iar orificiul in care se sudeaza teava racordului sa fie de asemenea, prelucrat.
Concentrarea eforturilor unitare in jurul orificiilor poate fi atenuata, nu inlaturata complet, in doua moduri: prin compensare generala, care consta in repartizarea grosimii de compensare pe intreaga suprafata a invelisului, sau prin compensare locala, adica distribuirea locala in jurul orificiilor a grosimii de compensare. Prima sqlutie se poate folosi pentru funduri si capace, dar ea este scumpa prin consumul suplimentar de material, in ceea ce priveste intarirea locala, ea .trebuie sa respecte urmatoarele cerinte: sa se prevada metal de adaos suficient pentru a compensa slabirea datorita orificiului; adaosul trebuie aplicat in asa fel incit tabloul liniilor de forta sa fie readus, pe cit este posibil la forma initiala (neperturbata); materialul de adaos trebuie sa fie asezat adiacent deschiderii, insa astfel dispus incit sa nu introduca concentrari de eforturi unitare suplimentare.
Compensarea
locala a orificiilor se poate realiza prin inele de intarire, aplicate
la interior, exterior, sau pe ambele parti, prin ingrosarea
peretelui racordului sau prin bordurarea marginilor orificiului din recipient
spre exterior. Realizarea constructiei cu inele de intarire nu se face
la intimplare.
Astfel, inelele de intarire se vor realiza dimtr-o bucata, cel mult din doul bucati, vor fi bine ajustate pe
elementul de recipient si se vor suda
de acesta la montarea racordului. De asemenea, inelele de compensare nu
se amplaseaza peste imbinarile sudate ale corpului recipientului, iar fiecare inel trebuie prevazut cel
putin cu o gura de control filetata (max. M 10), pentru verificarea
etanseitatii imbinarii sudate dintre racord si manta. La compensarea prin ingrosarea
racordului, diametrul interior al
acestuia trebuie sa fie egal cu al orificiului. De asemenea, trebuie
sa
se asigure o trecere lina de la
portiunea ingrosata la grosimea normala a racordului .
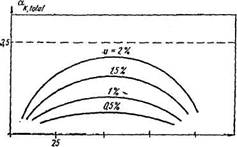 Fig 1.38Variatia
lui ak in functie de ovalitatea u[%]
Fig 1.38Variatia
lui ak in functie de ovalitatea u[%]
Pe corpul capacul sau fundul recipientului se vor prevedea racorduri pentru alimentare, golire, racord de aerisire, racorduri pentru guri de vizitare, vizoare, pentru aparate de masura a temperaturi! si presiunii, pentru dispozitive de siguranta.
In cazul in care recipientul sub presiune cuprinde mai multe compartimente, fiecare dintre ele va avea prevazut un racord pentru aerisire si scurgere. Uneori, racordurile pentru aerisire pot fi inlocuite cu o gaura filetata astupata cu un dop de aerisire. Pentru recipientele care contin substante letale nu se vor folosi imbinari cu filet la racorduri (filetul nu asigura o etansare perfecta si aceste substante scapa in mediul inconjurator) Racordul pentru golirea recipientului va fi astfel realizat incit teava nu va depasi suprafata interioara a fundului pentru a putea permite scurgerea lichidului.
Guri de verificare
Gurile de verificare se monteaza pe recipiente sau pe compartimente ale acestora cu scopul examinarii vizuale, curatire sau spalare a spatiului interior, precum si pentru montarea unor dispozitive interioare. Se poate renunta la gurile de verificare in cazul in care recipientul are dimensiuni mici, capac demontabil, sau racorduri, functionale care sa asigure o examinare interioara usoara, precum si in cazul in care recipientul contine fluide necorosive sau care nu produc depuneri. 'Normele in vigoare [1-2] prevad urmatoarele tipuri si dimensiuni de guri de verificare:
guri de examinare vizuala-vizoare (fig. 1.39);
-guri de mina, pentru introducerea miinii operatorului cu o lampa;
-guri de cap, pentru introducerea simultana a capului si a unui brat cu o lampa;
guri de vizitare, care permit intrarea si iesirea unui om;
Fig 1.39.Fereastra de observatie: 1- corp; 2- capac; 3- sticla; 4,5- garnitura; 6-prezon; 7- piulita; 8- surub.
varianta a varianta b
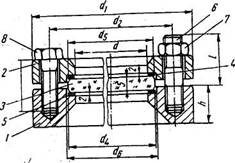
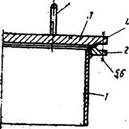
Fig1.40. Gura de vizitare rotunda, cu capac plan fix: 1- racord; 2- flansa; 3- capac; 4-garnitura; 5,6- surub, piulita ; 7- maner.
 b
b
a
|
|
 c
c
Fig 1.41 . Gura de vizitare cu capac plan rabqatabil: a- vedere; b- balama; c- bolt; 1- racord; 2-flansa; 3- garnitura; 4- capac; 5 ,6- surub, piulita; 7- balama; 8- splint; 9- saiba; 10-maner; 11- bolt.
-guri de salvare, ce permit intrarea si iesirea unui om cu echipamentul de protectie si cu trusa de scule.
INCALZIREA S| RACIREA RECIPIENTELOR
Temperatura este factorul care influenteaza constantele fizice ale substantelor, vitezele reactiilor, echilibrele chimice, precum si echilibrele dintre fazele unui sistem, in interiorul aparaturii chimice. incalzirea aparatelor, in majoritatea cazurilor se face cu un agent purtator de caldura,care preia energia termica de la o sursa de energie chimica (combustibil), hidraulica (centrale hidro-electrice), mecanica (pompa de caldura) si o transporta la locul.de utilizare. Sursa primara de energie se gaseste fie in imediata apropiere a aparatului care se incalzeste (putind fi inclusauneori chiar in aparat) sau la distante mari.
Incalzirea se poate face direct-sau indirect, dupa cum exista sau nu un perete despartitor intre agentul purtator de caldura si materialul care trebuie incalzit. incalzirea directa are avantajul unui contact mai bun intre material si purtatorul de caldura, ceea ce inseamna un randament superior sau un timp mai scurt de incalzire, dar de multe ori nu poate fi folosita din cauza impurificarii cu agentul de transmitere a caldurii.'Incalzirea si racirea rationala a aparatelor, in care se include in primul rind economia de combustibil, reprezinta una dintre principalele probleme ale proiectarii utilajelor industriei chimice.
Incalzirea cu agent termic gazos
Acest tip de incalzire se prezinta sub doua forme principale:
incalzirea cu gaze, cand agentu termic nu-si schimba starea fizica (este vorba de incalzirea cu. gaze de ardere sau cu aer cald);
incalzirea cu vapori (saturati),cand agentul isi schimba starea fizica (cedeaza caldura latenta).
Datorita caldurii specifice mici a gazelor sau agentului gazos, coeficientul de transfer termic este redus. Alt dezavantaj il prezinta faptul ca, cedind caldura sensibila, temperatura lor scade continuu in timpul incalzirii.
Incalzirea cu gaze de ardere este cel mai obisnuit mod de incalzire cu gaze. Temperatura inalta a gazelor de ardere compenseaza in parte, dezavantajele agentilor gazosi, dar introduce alte dificultati: supraincalziri locale, imposibilitatea reglarii si mentinerii temperaturilor cerute in utilajul respectiv. Randamentul termic este scazut, deoarece temperatura gazelor evacuate este superioara materialului incalzit
Incalzirea cu aer cald se aplica in cazurile in care este necesara uscarea, aerul cald avind dublul rol de a furniza -caldura necesara. vaporizarii apei din material si de a transporta vapbrii rezultati.
Incalzirea cu vapori este cel mai raspmdit procedeu-de-incalzire^ deoarece asigura un coeficient de transfer termic foarte mare, temperatura constanta a agentului termic in timpul cedarii _ caldurii si evita supraincalzirile locale datorita diferentei relativ mici intre temperatura agentului termic si temperatura mediului incalzit.
Incalzirea cu vapori de apa este modul obisnuit de incalzire in industria chimica. Vaporii de apa, pe linga avantajele~expuse mai sus prezinta si alte avantaje: viscozitate acceptabila, cost redus, nu sint inflamabili si nici toxici.- Cu toate aceste avantaje, utilizarea vaporilor de apa ca agent termic este limitata la temperaturi de 200C, ca urmare a dependentei dintre temperatura si presiunea acestora.
Principalele forme prin care se realizeaza incalzirea cu vapori de apa sint: incalzirea directa, incalzirea cu serpentina interioara sau exterioara, mantale de incalzire, fascicule de tevi. In cazul incalzirii directe, vaporii de apa sint introdusi direct in mediul incalzit printr-o teava perforata. Conditia care se impune este aceea ca vaporii de apa sau condensatul rezultat sa nu degradeze sau sa dilueze prea mult mediul incalzit.
Incalzirea cu serpentina interioara are avantajul aducerii caldurii la locul dorit, cum ar fi, de exemplu, zona de agitare maxima. In cazul serpentinelor, aria de transfer termic este mare, iar teava de diametru mic permite utilizarea unor presiuni inalte, deci si realizarea unor temperaturi ridicate. Serpentinele sunt dezavantajoase in cazul in care se lucreaza cu paste sau rezulta precipitate. Serpentina interioara se executa din teava trasa, fara sudura, in cele mai dese cazuri, curbata elicoidal sau spiral {fig. 1.42, a), sau din portiuni 'paralele imbinate prin coturi (fig. 1.42, b). in primul caz, distanta intre axele a doua imbinari sudate circulare, va fi de cel putin 4 m, iar lungimea tevii terminale de
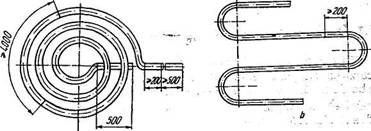
Fig 1.42 Serpentine interioare.
0,5 m. Daca
curbarea pevii in spirala se executa la cald, teava fiind
umpluta cu nisip, se poate reduce distanta dintre imbinarile
sudate, circu
lare, in al doilea caz,'se'admite o imbinare sudata circulara,
cel mult
doua, pe fiecare portiune rectilinie, situate la cel putin
0,2 m de locul
inceperii curburii .
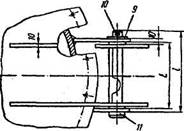
Serpentinele interioare se fixeaza in recipient pe suporturi speciale si se fixeaza de acestea cu bride de prindere, astfel incit sa poata fi demontate si scoase la nevoie. La iesirea tevii serpentinei prin capacul, corpul sau fundul recipientului se prevad etansari simple, piesele ne-f iind in miscare relativa.
Mantalele de incalzirea frecvent utilizate pentru incalzirea recipientelor, prezinta avantajul, in comparatie cu serpentinele, ca lasa liber spatiul din interiorul recipientului, in acelasi timp, mantalele de incalzire prezinta si dezavantaje, cum ar fi consumul mare de material si limitarea ariei de. transfer de caldura la aria-peretelui recipientului.
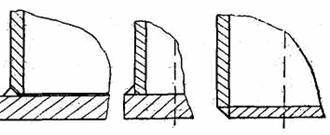
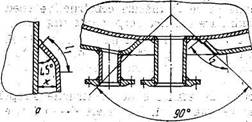
Mantalele de incalzire se pot realiza in. doua variante: fixe si demontabile.' Pentru mantalele'fixe este caracteristica racordarea la 45 a acesteia cu corpul cilindric si degajarea la 90 cu bordurarea mantalei, la partea inferioara, pentru amplasarea racordului de fund.(fig 1.43)
Fig 1.43. Racordarea mantalei de incalzire a- la 45; b-la 90
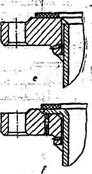
Alte tipuri constructive de imbinari ale mantalei de incalzire cu corpul recipientului sunt prezentate in fig 1.44.
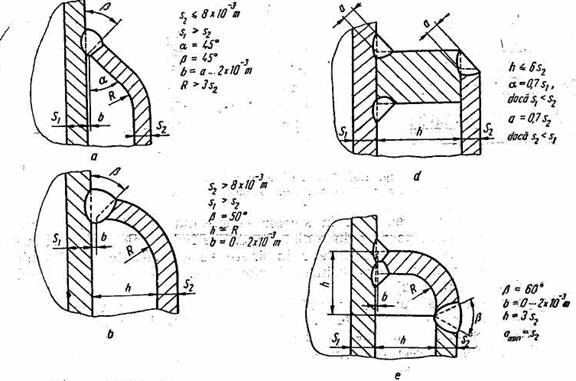
Fig1.44 Tipuri de imbinari manta de incalzire-recipient.
Mantaua de incalzire, indiferent de tipul adoptat, trebuie prevazuta cu supapa de siguranta in cazul agentilor termici sub presiune si cu racord de aerisire pentru a asigura evacuarea gazelor din spatiul de incalzire. Uneori se foloseste un simplu dop de aerisire, amplasat la partea superioara a mantalei, alteori este necesar sa se monteze b oala de condens, ce ofera posibilitatea evacuarii periodice a gazelor care se acumuleaza in zona racordului de scurgere a condensului.
|
|
La recipiente de diametre mici si temperaturi de pina la 200C, solutia incalzirii cu abur care trece prin.manta de incalzire este 6 solutie economica. Pentru diametre mari si temperaturi ridicate, din conditia ,de verificare la 'stabilitate, rezulta de obicei grosimi mari ale peretelui .recipientului, in acest caz se adopta alte constructii: manta de incalzire cu antretoaze tubulare sau mantaua de incalzire cu puncte de intarire.
Fig1.45. incalzirea cu agenti termici
in stare lichida
Avantajul principal al incalzirii cu agenti termici lichizi rezulta din volumul specific redus si din caldura specifica mare. Ca agenti termici in stare lichida se enumera:
apa calda, pina la 80C la presiune atmosferica si peste aceasta temperatura la presiuni ridicate;
uleiuri minerale, pina la temperaturi de aproximativ 30CTC (temperatura este limitata de sensibilitatea termica a uleiului);
substante organice, pentru temperaturi intre 200 si 400C, cum ar fi difenilul si difenileterul, glicerina, siliconii;
saruri topite, pentru temperaturi intre 400 si 550C; se recomanda amestecuri eutectice de azotiti si azotati, ca de exemplu: 45/o azotit de sodiu si 55/o azotat de potasiu sau amestecul format din 40% azotit de sodiu, 7% azotat de sodiu si 53% azotat de potasiu;
metale topite, amestecuri de plumb 87/o si de
antimoniu 13%, care
se folosesc foarterar.
Caracteristicile acestor substante si amestecuri de substante sint date in literatura de specialitate.
Incalzirea cu agenti termici lichizi se utilizeaza pentru temperaturi inferioare punctului de fierbere la presiune atmosferica. in cazul in care se lucreaza la temperaturi apropiate de punctul de fierbere, cind pierderea de lichid prin evaporare este mare, trebuie sa se foloseasca bai inchise sau recipiente cu manta prevazute cu refrigerent de reflux pentru condensarea vaporilor. Astfel, daca se utilizeaza amestecul diferiil-dife-nileter lichid, la temperaturi intre 200 si 250C, instalatia trebuie prevazuta cu refrigerent. in afara de aceasta trebuie sa se ia o serie de masuri constructive, tinind seama de toxicitatea agentului. La fel si pentru cazul in care se utilizeaza saruri topite. Acestea prezinta pericol de explozie in cazul in care in ames
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6228
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved