| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Sa se proiecteze un cutit roata disc pentru care se dau urmatoarele:
-modulul m = 3
-unghiul α![]()
![]()
-clasa de preczie AA.
1.Consideratii privind proiectarea si constructia sculei cutit roata, procedee de prelucrare pe masina unealta.
2.Consideratii si caracteristici privind semifabricatul sculei de priectat referitor la structura, tratamentului termic, caracteristici mecanice.
3.Stabilirea schemei de aschiere - aprecieri si comentarii privind schema stabilita.
4.Calcule si mod de aschiere pentru procesul de prelucrare cu scula data ; alegerea, elaborarea si argumentarea solutiei constructive folosite.
5.Stabilirea schitei si a dimensiunilor nominale pentru piesa de prelucrat.
6.Proiectarea analitica si constructiva a sculei date precum si dimensionarea si verificarea acesteia.
7.Ascutirea si controlul cutitelor-roata pentru danturare.
8.Consideratii privind indicatorii tehnico-economici.
9.Conditii tehnice de executie si exploatare.
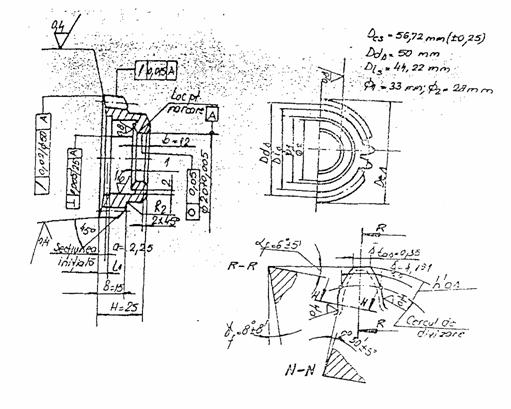
10.Desenul de executie al sculei date.
1. CONSIDERATII PRIVIND PROIECTAREA SI CONSTRUCTIA
SCULEI CUTIT ROATA,PROCEDEE DE PRELUCRARE PE MASINA
UNEALTA.
1.1 Consideratii privind proiectarea si tehnologia de realizare a sculei cutit - roata:
Cutitele roata sunt scule de forma unor roti dintate avand dintii prevazuti cu unghiurile necesare aschierii (fig. 1 .1).
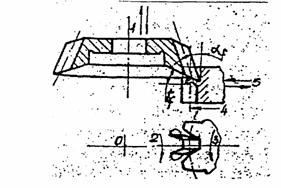
Figura 1.1 Cutitele roata sub forma unor roti dintate
Cutitul roata ia nastere prin transformarea in scula aschietoare a uneia din rotile angrenajului suprafata frontala devine fata de degajare, iar flancurile devin fete de asezare.
Este o scula aschietoare folosita la generarea prin rulare a danturilor cilindrice sau neevolventice, interioare sau exterioare, dantura dreapta sau inclinata, prin procedeul de mortezare sau rabotare, in orice fel de productie. Este singurul mod de generare prin rulare a danturilor cilindrice interioare. In figura 1.2 este reprezentat schematic si modul de prindere al principalelor tipuri constructive
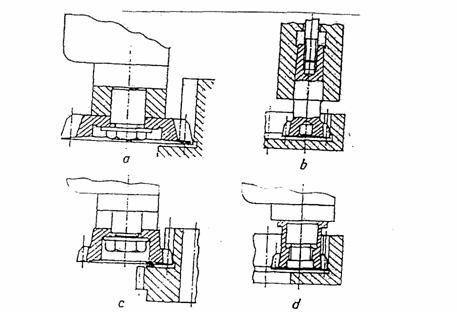
Figura 1.2 Modul de prindere a principalelor tipuri constructive de cutite roata.
Din punctul de vedere al calitatii prelucrarii, cutitele roata sunt de degrosare si de finisare , deosebirea dintre ele remarcandu - se Ia grosimea diferita a dintelui si cateodata Ia profilul sau. Grosimea dintelui cutitului de degrosare inglobeaza si adaosul prelucrarii de finisare ulterioare. De asemenea, profilul dintelui de degrosare este bine sa corespunda cremalierei flancate, pentru a usura prelucrarea cu scula de prelucrare cu scula de finisare.
Dupa felul directoarei danturii generate, cutitele roata sunt cu dinti drepti si cu dinti inclinati. Aceasta caracteristica va influienta foarte mult asupra proiectarii si constructiei cutitelor roata.
1.2 Utilizarea sculei cutit - roata si geometria constructiva a cutitului roata cu dinti drepti
Cutitele roata sunt scule aschietoare destinate prelucrarii prin mortezare a danturii exterioare sau interioare a rotilor dintate cilindrice cu dinti drepti, cu dinti inclinati sau in V, prezentand din acest punct de vedere un grad ridicat de universalitate ca urmare a accesului taisurilor in zone inaccesibile pentru alte tipuri de scule, ca de exemplu freze disc modul, freze melc modul etc. De asemenea, este de retinut si faptul ca cutitele roata sunt singurele scule aschietoare de danturat cu care se pot prelucra roti dintate cilindrice cu dantura interioara prin metoda generarii.
Din punct de vedere geometric, cutitele de acest tip reprezinta roti dintate carora Ii s-au
imprimat calitati aschietoare, prin executarea fetei de degajare dupa o suprafata conica (
figl .3) prin care se asigura un unghi de degajare pozitiv si prin forma evolventoidal -
elicoidala a fetei de asezare care asigura o valoare pozitiva a unghiului de asezare α.
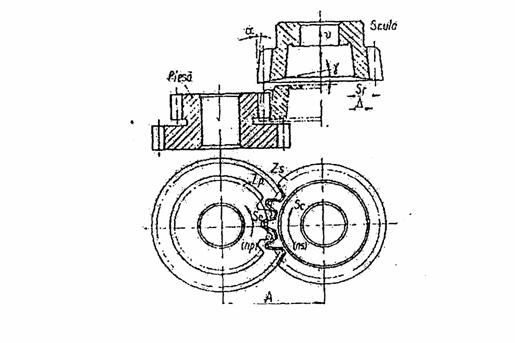
Figura 1.3 Cutitele roata ce prezinta un unghi de degajare pozitiv
La
proiectarea acestei scule, una din problemele ce trebuie rezolvate se refera Ia
determinarea domeniului de utilizare a cutitului roata, domeniu delimtat intre
sectiunile A-A ; B-B. Pozitia celor
doua sectiuni este determinata de cotele l![]() si l
si l![]() date de relatiile:
date de relatiile:
l![]() ζ
ζ![]() m/tg α
m/tg α![]() 1
1![]() ζ
ζ![]() m/tg α
m/tg α![]()
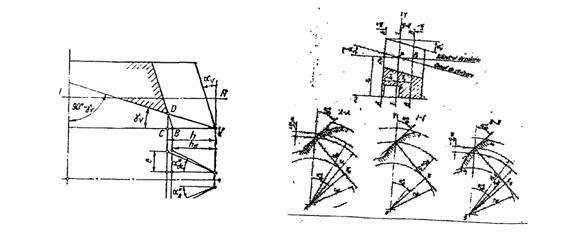 Figura 1.4 Determinarea domeniului
de utilizare a cutitului roata
Figura 1.4 Determinarea domeniului
de utilizare a cutitului roata
Cele 2 sectiuni A-A si B-B stabilesc corijarile,
limita pozitiva sau negativa intre care se gaseste latimea utila a cutitului
roata, acesta putand sa fie reascutit numai intre aceste 2 sectiuni. In fig.
urmatoare sunt reprezentate calitativ profilele dintilor in cele 3 sectiuni,
toate cele trei find diferite portiuni ale aceleasi evolvente de inlocuire care
pleaca de pe cercul de baza de raza r![]()
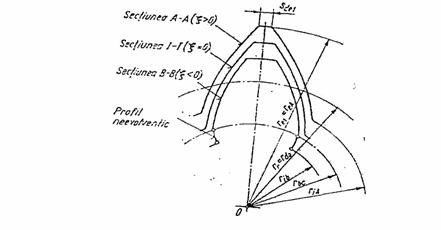
Figura 1.5. Reprezentarea profilele dintilor in cele 3 sectiuni
a)Unghiul
de degajare la varful dintelui se alege astfel incat γ![]() =5 pentru cutite roata de finisare si γ
=5 pentru cutite roata de finisare si γ![]()
![]() pentru cutite-roata de degrosare. Se remarca valorile relativ mici ale
unghiului de degajare la varful dintelui, acesta deoarece abaterea profilului
de inlocuire fata de evolventa teoretica creste cu marimea unghiului de
degajare. Fata de degajare a cutitului-roata este conica. Unghiul de degajare
are valori foarte mici.
pentru cutite-roata de degrosare. Se remarca valorile relativ mici ale
unghiului de degajare la varful dintelui, acesta deoarece abaterea profilului
de inlocuire fata de evolventa teoretica creste cu marimea unghiului de
degajare. Fata de degajare a cutitului-roata este conica. Unghiul de degajare
are valori foarte mici.
b) Unghiul de asezare Ia varful dintelui se alege in functie de unghiul de angrenare:
α![]() =6 si α
=6 si α![]()
1.3 Constructii de cutite-roata cu dinti drepti
Proiectarea unui cutit se finalizeaza printr-un desen de executie. fn figura 1 .6.a
este schitat desenul de executie pentru un cutit-roata cu coada conica, iar In figura 1 .6.b este schitat un cutit roat disc.
Figura 1.6 Cutit-roata cu coada conica respectiv disc.
Exploatarea sculei
Tehnologia prelucrarii danturii cu cutitul-roata de mortezat se bazeaza pe generarea profilului cu roata dintata generatoare. Cutitul-roata 1 este de forma unei dintate conjugate aflate in prelucrare 2, avand o anumità geometrie a danturii care sa permita prelucrarea prin aschiere (fig.1.7.).
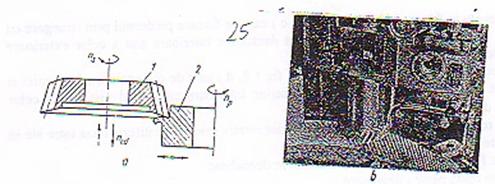
Figura 1.7. Geometria danturii
Cinematic trebuie realizat conditia de angrenare determinat cu relatia: flr/fls=Zs/Zr In care:
- nr este turatia semifabricatului, rot/min
- ns turatia rotii-scula, rot/min
- zs numarul de dinti ai rotii scula
- zr numarul de dinti ai rotii care se prelucreaza
Miscarile necesare prelucrarii sunt urmatoarele:
- miscarea principala de aschiere a sculei care este o miscare rectilinie alternativa caracterizata prin numarul de curse duble pe minut
- miscarea de rulare care asigura reglarea rotii cu scula
- miscarea de avans radial realizata de catre scula sau piesa pentru a se ajunge Ia adancimea de aschiere totala
- miscarea radiala mica a piesei sau sculei pentru a proteja scula Ia intoarcere
1.4 Clasificarea cutitelor - roata:
In functie de felul danturii de executat avem
- cutite roata cu dinti drepti destinate prelucrarii danturii rotilor cilindrice cu dinti drepti,
- cutite roata cu dinti inclinati folosite pentru prelucrarea danturilor rotilor cilindrice cu dinti elicoidali sau in forma de V
Dupa modul de pozitionare, fixare pe masina de danturat, cutitele de danturat se impart in:
- cutite roata cu coada utilizate in special Ia prelucrarea rotilor dintate cu dantura interioara de modul mic, iar acestea se impart astfel:
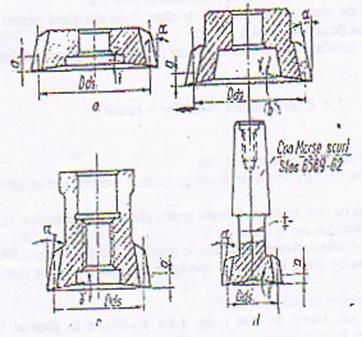
- cutite roata sub forma de disc ( fig. 1.8,a ) utilizate in general la prelucrarea danturilor exterioare, la care fixarea se face pe dorn si strangerea se realizeaza cu o piuluta din fata,
- cutite roata in forma de oala sau clopot ( fig.1.8, b ) Ia care piulita de fixare este cuprinsa in intregime in locasul frontal, din care motiv aceste scule sunt folosite La prelucrarea rotilor dintate cu praguri,
- cutite roata in forma de bucse (fig. 1.8, c) care se fixeaza pe dornul prin strangere cu filet ; aceste cutite se folosesc la prelucrarea danturilor interioare sau a celor exterioare avand module mai mici,
- cutite roata cu coada conica, cilindrica (fig. 1.8, d) sunt de dimensiuni relativ mici si se folosesc in general la prelucrarea danturilor interioare cu modul mic sau a celor exterioare de dimensiuni si module foarte mici
- cutite roata cu alezaj, au diametrul exterior relativ mare si se diferentiaza intre ele in functie de sistemul de fixare
In furictie de felul operatiei pe care o executa se deosebesc:
- cutite roata pentru degrosare
- cutit roata pentru finisare
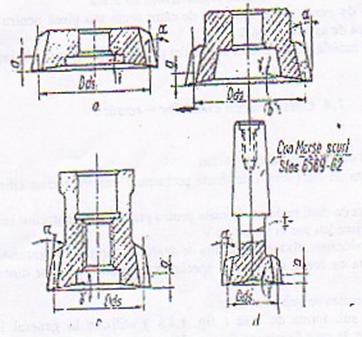
Figura I .8.Tipuri de cutite roata disc
1.5 Procedee de prelucrare si fabricare pentru scula data.
Cutitele roata sunt scule de forma unor roti dintate figural .9. avand dintii prevazuti cu unghiurile necesare aschierii. Cutitul roata este o scula complexa, asemanatoare cu o roata dintata cu un numar oarecare de dinti, avand muchiile aschietoare dupa conturul dintelui pe partea frontala a rotii. Elementele constructive ale cutitului roata sunt: diametru de divizare, numarul de dinti, diametrul exterior al cutitului roata, inaltimea cutitului, diametrul alezajului.
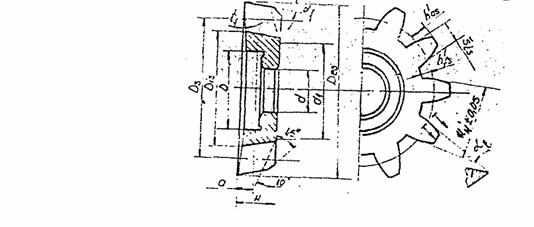
Figura 1.9. Cutitele roata sunt scule de forma unor roti dintate
Diametrul de divizare a! cutitului roata trebuie sa fie cat mai mic posibil, pentru a se obtine o rigiditate mare . Astfel alegerea unui diametru de divizare mic, duce Ia deformari importante ale evolventei la roata dintata care se prelucreaza.
Practic diametrul de divizare nominal al cutitului se da in functie de modulul rotii de prelucrat, de tipul cutitului si caracteristicile constructive ale masinii unelte.
Diametrul de divizare nominal de 75, 100 nu sunt cele mai utilizate, din cauza ca celelalte valori se executa foarte greu pe masinile unelte existente.
Operatia de forjare este obligatorie, avand scopul de a se obtine o imbunatatire
a structurii materialului si deci o imbunatatire a proprietatilor mecanice. La
forj area materialului se vor executa si una, doua eprubete martor necesare la
operatiile de tratament termic pentru stabilirea temperaturilor optime.
Executarea danturii se face pe masina de frezat cu freza melc. Operatia se
executa in doua faze: mai intai se frezeaza cilindrii, execudandu-se o de
grosare a danturii, dupa care se executa finisarea, obtinandu-se miscarea de
avans, prin coordonarea avansu!ui vertical Sv si radial Sr. Raportul ditre cele doua cele
avansuri trebuie sa dea unghiul de asezare α![]() Ia varful dintelui din figura l.10, astfel: Sr/ Sv = tg α
Ia varful dintelui din figura l.10, astfel: Sr/ Sv = tg α![]()
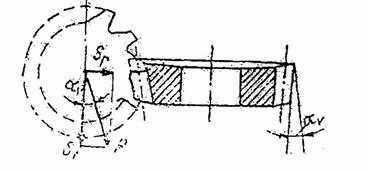
Figural.10. Raportul dintre cele doua avansuri
Operatia se executa pe adancimea totala a dintelui, lasandu-se adaos de rectificare numai pe flancuri. Cunoscandu-se elementele danturii cutitului se determina caracteristicile frezei melc utilizate. Astfel se calculeaza profilul frezei in sectiunea normala, diametrul si numarul de dinti; astfel cu aceste elemente se alege freza corespunzatoare.
La cutitele pentru mortezat cu dinti drepti freza se inclina cu un unghi egal cu panta elicei frezei melc. Parametrii aschietori ai cutitului roata pentru mortezare se realizeaza prin operatia de rectificare; iar pentru rectificarea flancurilor dintilor se utilizeaza dispozitive speciale de copiat evolvente figura 1.11 unde cutitul roata pentru mortezare si cu sablonul de copiat se va fixa pe un dorn; iar ansamblul se poate roti si culiseaza intr-un ghidaj
1- sablon
2- opritor fix
3- corp oscilant
4- piatra abraziva
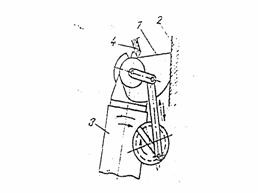
Figura 1.11 Rectificarea flancurilor dintilor
Cand rectificarea se executa pe masina tip
placa de baza
2- brat
3- tija antrenoare
4- cutit
5- dorn
6- surub
Figura 1.12 Dispozitiv pentru rectificare
1.6 Elemente geometrice de pe fata de degajare a cutitului roata
Se refera Ia dimensiunile sculei in stare noua masurate pe fata de degajare.
Este necesara determinarea urmatoarelor marimi:
-diametrul cercului exterior: d![]() = d
= d![]() +2*m* ζ
+2*m* ζ![]() = d
= d![]() +2(f
+c
+2(f
+c![]() + ζ
+ ζ ![]() )*m
)*m
-diametrul interior (d![]() )
)![]() = d
= d![]() +2mψ
+2mψ![]() -2 Δr
-2 Δr
-grosirnea dintelui pe cercul de divizare:
(s![]() ) γ =
) γ = ![]()
![]() + 2ζ
+ 2ζ![]() tg
α
tg
α![]()
![]() + j (finisare)
+ j (finisare)
(s![]() ) γ =
) γ = ![]()
![]() +2ζ
+2ζ![]() tg
α
tg
α![]()
![]()
![]() -2a
-2a![]() (degrosare)
(degrosare)
-grosimea pe coada (s![]() )
)![]() = d
= d![]() *sinφ
*sinφ
-inaltimea h![]() = 0,5(d
= 0,5(d![]() -d
-d![]() cosγ)
cosγ)
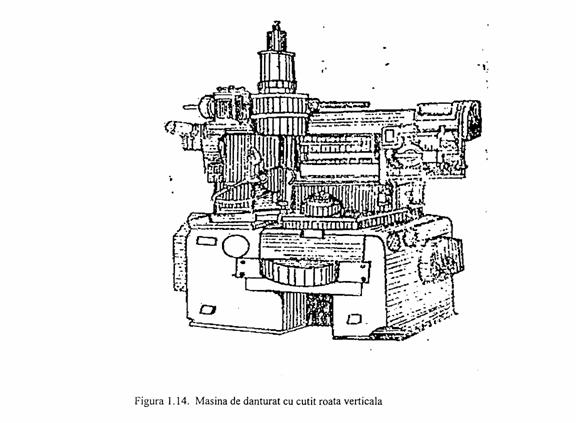
1.7. Masina de danturat cu cutit-roata
Aceste masini sunt destinate prelucrarii rotilor dintate cu dantura drepta sau inclinata, exterioara sau interioara, a sectoarelor dintate, a canelurilor cilindrice scurte, precum si danturii cremalierelor, folosindu-se in acest caz accesorii speciale.
In functie de directia de deplasare a sculei, se deosebesc masini orizontale si verticale, care lucreaza prin mortezare, respectiv rabotare. La ambele tipuri de masini, profilul evolventic se genereaza cinematic print rulare dupa metoda cu dreapta MOBILA. Profilul evolventic al dintelui se obtine ca infasuratoare a pozitiilor succesive ale muchiilor aschietoare.Structura lantului cinematic de rulare la prelucrarea cu cutit roata este redata mai jos :
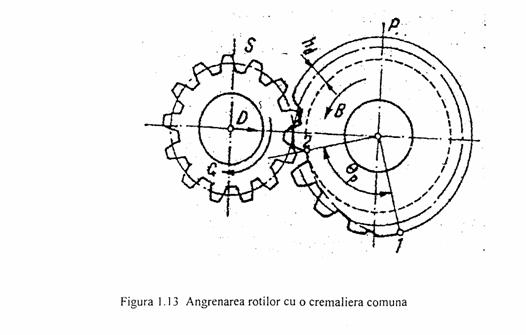
Cele doua roti care angreneaza au o cremaliera
comuna, a carei linie de referinta N-N este tangenta Ia cercurile de raza R![]() si R
si R![]() si care se deplaseaza in timpul rularii cu viteza v
si care se deplaseaza in timpul rularii cu viteza v![]() . Miscarile de rotatie A (n
. Miscarile de rotatie A (n![]() ) si B (n
) si B (n![]() ) sunt continue, find corelate print lantul cinematic de rulare, reglat
prin rotile de schimb A
) sunt continue, find corelate print lantul cinematic de rulare, reglat
prin rotile de schimb A![]() si B
si B![]() . Din egalitatea vitezelor de rulare ale celor doua elemente, v
. Din egalitatea vitezelor de rulare ale celor doua elemente, v![]() .m.z
.m.z![]() .n
.n![]() respectiv
respectiv
v![]() .m.z
.m.z![]() n
n![]() rezulta relatia:
rezulta relatia:
n![]() /n
/n![]() =z
=z![]() /z
/z![]()
Scriindu-se ecuatia de transfer intre scula si piesa: n![]() = n
= n![]() l/i
l/i![]() i
i![]() A
A![]() /B
/B![]() i
i![]() , si atunci rezulta formula de reglare de forma:
, si atunci rezulta formula de reglare de forma:
A![]() /B
/B![]() = C
= C![]() z
z![]() /z
/z![]()
Masina de danturat cu cutit roata verticala
Aceasta este reprezentata in figura urmatoare:
Lantul cinematic principal asigura sculei S
miscarea principala A pe traiectoria rectilinie-alternativa. Scriindu-se
ecuatia de transfer n![]() =
n
=
n![]() i
i![]() A
A![]() /B
/B![]() i
i![]() i
i![]() i
i![]() si
tinandu-se seam ca ca n
si
tinandu-se seam ca ca n![]() = 1000 v
= 1000 v![]() /21
rezulta raportul rotilor de schimb A
/21
rezulta raportul rotilor de schimb A![]() si B
si B![]() de forma A
de forma A![]() /
B
/
B![]() = C
= C![]() v
v![]() /l
in care :
/l
in care :
- C![]() este constanta lantului cinematic principal;
este constanta lantului cinematic principal;
- v![]() viteza principala de aschiere, in mm/min;
viteza principala de aschiere, in mm/min;
- l lugimea cursei sculei, in mm.
Lantul
cinematic de avans circular imprima sculei miscarea de rotatie C. Marimea
avansului circular s![]() reprezinta marimea arcului pe cercul de rulare al sculei la o cursa
reprezinta marimea arcului pe cercul de rulare al sculei la o cursa
dubla a acesteia. Considerandu-se ca scula executa
n![]() se scrie egalitatea
se scrie egalitatea
S![]() n
n![]() =
πd
=
πd![]() n
n![]() , din care rezulta
, din care rezulta
n![]() /
n
/
n![]() = Sc/π d
= Sc/π d![]() .
.
Considerandu-se
ca marimea de intrare turatia n![]() (n
(n![]() =
n
=
n![]() , deoarece i
, deoarece i![]() = 1) a ecanismu1ui Me, jar
ca marime de iesire turatia n
= 1) a ecanismu1ui Me, jar
ca marime de iesire turatia n![]() ,
ecuatia de transfer a lantului cinematic are forma :
,
ecuatia de transfer a lantului cinematic are forma :
N![]() = n
= n![]() 1/i
1/i![]() A
A![]() /B
/B![]() i
i![]() i
i![]()
Formula de reglare este :
A![]() /B
/B![]() =
C
=
C![]() Sc /d
Sc /d![]() .
.
Lantul cinematic de avans radial asigura
deplasarea radiala D intre scula si piesa pentru realizarea inaltimii hd
prescrisa a dintelui, corespunzator rotirii piesei cu unghiul θ![]() .
.
Figura 1.15 Schema cinematica de danturare.
Pe toata durata rotirii, in continuare
a piesei cu cel putin 360˚ miscarea D inceteaza deoarece cama K care
deplaseaza suportul S![]() al culisoului, are raza constanta.
al culisoului, are raza constanta.
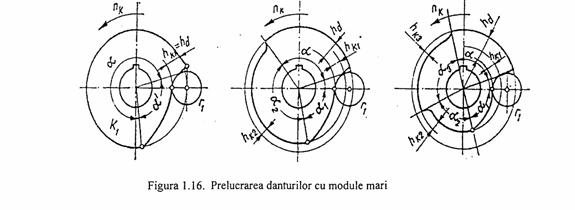
La prelucrarea danturilor cu module mari, inaltimea se realizeaza in doua sau trei treceri. Dupa fiecare patrundere, avansul radial este oprit si urmeaza rularea cu o rotatie completa pentru prelucrarea tuturor dintilor Ia aceeasi inaltime.
2. Consideratii privind semifabricatul de prelucrat si semifabricatul sculei de proiectat
Cutitele roata se executa
forjate din otel rapid R![]() 3
sau R
3
sau R![]() 4
sau din oteluri echivalente cu acestea.
4
sau din oteluri echivalente cu acestea.
In cazul cutitelor roata cu coada ,coada se executa din otel 40Cr10 sau OLC45.
La sudura nu se admit sufluri si nu se admite nici sudura incompleta .Duritatea partii aschietoare a cutitului roata trebuie sa fie 63. . .66 HRC ,iar duritatea cozii la cutitele roata cu coada 30.. . .45 HRC.
In portiunile de lucru nu se admit puncte decarburate sau moi.
Semifabricatele forjate se utilizeaza in locul otelului laminat la cald, la fabricarea cutitelor de mortezat si a frezelor obisnuite.
Sculele fabricate din otel bine forjat au o durabilitate mai mare decat cele din otel laminat la cald ,datorita unui fibraj si a unei structuri imbunatatite si repartizarii mai uniforme a carburilor.
Forjarea in matrita asigura o economie de material foarte mare.
La fabricarea cutitelor disc pentru debitat si fasiat metale se folose un otel aliat 45 MoCrNi40 .Prezenta elementelor de aliere la Mo,Cr,Ni in compozitia acestui otel influenteaza favorabil obtinerea unei structuri cu proprietati tehnologice si de utilizare superioare otelului carbon. Intrucat elementele de aliere deplaseaza punctul eutectoid catre valori mai mici rezulta ,ca ,corelarea continutului de carbon cu continutul total de elemente de aliere constituie una din problemele de baza de a carei rezolvare ,depinde in mare masura performanta sculei realizate. Astfel ,se observa:
-o crestere a calibilitatii
-rezistenta la uzura pentru valori comparabile ca duritate este mai mare;
-caracteristicile mecanice ale sculei au o stabilitate sporita;
-au o rezistenta la socuri mecanice ,la coroziune in ariumite medii si o durabilitate mult redusa dupa tratamentul termic.
Se admite la cutitele roata din clasa A si B ca rugozitatea suprafetei alezajului de fixare sa fie Ra=0,4 m. Pentru cutitele roata din clasa B de precizie se admite ca rugozitatea suprafe de degajare sa fie Ra =0,8 m.
Conicitatea si ovalitatea alezajului de fixare trebuie sa se gaseasca in limitele admise pentru diarnetrul alezajului.
Toleranta conului Morse ,la cutitele roata cu coada se va lua conf.STAS 6569-77.
Toleranta pentru dimensiunile libere se va lua conf. Clasei 13 de precizie (h13).
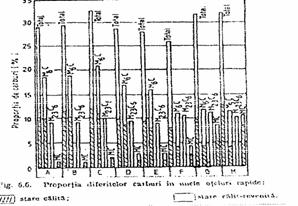
Tabelul 1
|
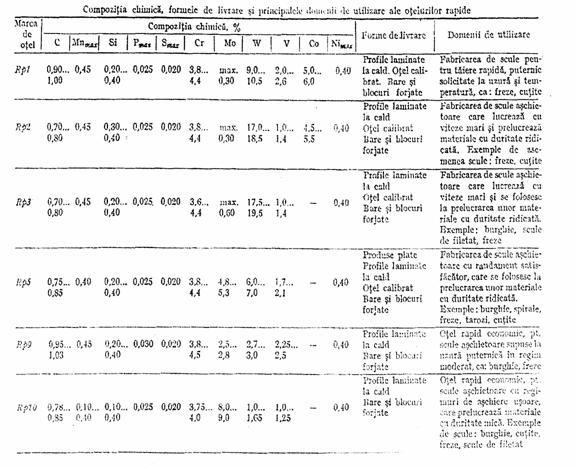
Marca de otel |
Starea de tratament termic |
Total carburi % |
Proportia carburilor % |
||
|
M23C |
M6C |
MC |
|||
|
Rp3 |
Recopt Calit(1290˚C) | ||||
|
Rp5 |
Recopt Calit(1290˚C) | ||||
Proportia de carburi in microstructure unor oteluri rapide
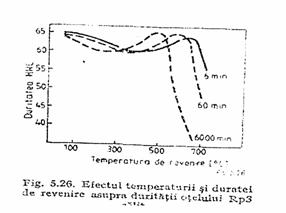
In continuare se prezinta proprietati specifice otelurilor rapide, si anume sunt prezentate marcile de otel rapid folosite in industrie precum si principalele domenii de utilizare a acestora.La marcile de otel din tabel au fost determinate continuturile de W respectiv C.
Microstructura otelurilor rapide :
Proportia carburilor in structura otelurilor rapide este:
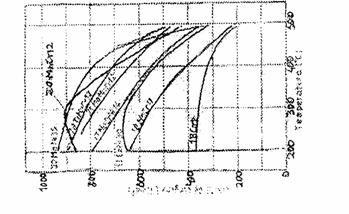
Variatia limitei de curgere a otelurilor aliate de cementare in functie de temperatura de incercare este:
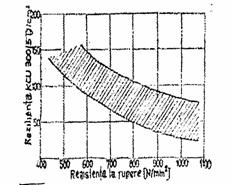
Corelatja dintre rezistenta Ia rupere si rezilienta otelurilor carbon este:
Tabelul 2
|
Marca de otel |
Recoacere de inmuiere |
DuritateHB daN/mm2 |
Calire martensitica volumica |
HRCmin |
Revenire |
HRC |
|||
|
T0C |
Racire |
T0C |
Racire |
T0C |
Racire |
||||
|
Rp1 |
cuptor |
u, a b.i. |
aer | ||||||
|
Rp2 |
cuptor |
u, a b.i. |
aer | ||||||
|
Rp3 |
cuptor |
u, a b.i. |
aer | ||||||
|
Rp5 |
cuptor |
u, a b.i. |
aer | ||||||
|
Rp9 |
cuptor |
u, a b.i. |
aer | ||||||
|
Rp10 |
cuptor |
|
u, a b.i. |
aer | |||||
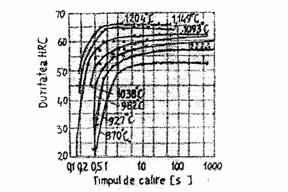
Tratamente termice ce pot fi aplicate otelurilor rapide

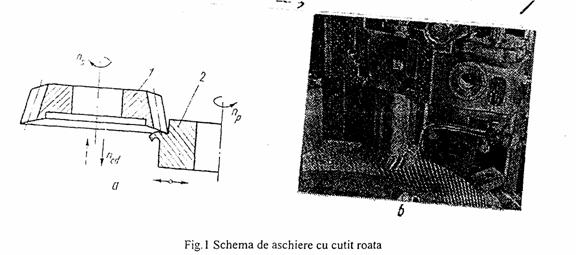
3. Stabilirea schemei de aschiere
Tehnologia prelucrarii danturii cu cutitul roata de mortezat se bazeaza pe generarea profilului cu roata dintata generatoare.
Cutitul roata 1 este de forma unei roti dintate conjugate 2 aflata in prelucrare avand ,o anumita geometrie a danturii care sa permita prelucrarea prin aschiere.
Cinematic
trebuie realizata conditia de angrenare determinata cu relatia ![]() =
=![]() in care
in care
n![]() este turatia semifabricatului in rot/min
este turatia semifabricatului in rot/min
n![]() este turatia rotii scula rot/min
este turatia rotii scula rot/min
z![]() este numarul de dinti ai rotii scula
este numarul de dinti ai rotii scula
z![]() este numarul de dinti ai rotii care se prelucreaza
este numarul de dinti ai rotii care se prelucreaza
Miscarile necesare prelucrarii sunt urmatoarele:
-miscarea principala de aschiere a sculei care este o miscare rectilinie alternativa ,caracterizata prin numarul de curse duble pe minut.
-miscarea de rulare care asigura angrenarea rotii cu scula ; aceasta miscare realizeaza si divizarea continua necesara prelucrarii tuturor dintilor ,avand totodata rolul unei miscari de avans circular
-miscarea de avans radial realizata de catre scula sau piesa pentru a se ajunge la adancimea de aschiere totala.
-miscarea radiala mica a piesei sau sculei pentru a proteja scula la intoarcere.
4. Calculele si modul de aschiere pentru procesul de prelucrare cu scula data
Prelucrarea de degrosare se executa Ia o singura trecere, iar cand nu este posibil se executa doua sau trei treceri (tab.3.). Se recomanda ca avansul radial sa fie 1/31/4 din valoarea avansului axial.
Cand se ut!izeaza dou treceri Ia frezarea de degrosare se recomanda ca adancimea de aschiere sa fie, pentru prima trecere, de 1,4m, iar pentru cea de-a doua, de 0,7m.
Tabelul 3.
|
Tipul prelucrarii |
Modulul, m (mm) |
Nr. de treceri, i |
Avansul axial, sa(mm/rot) |
|
|
Trecerea I |
Trecerea a II-a |
|||
|
Frezare fara operatii ulterioare |
<3 <2 <1 |
<1 <1 <1 |
||
|
Frezare urmata de severuire |
<1,6 <2 <1,5 | |||
|
Frezare urmata de rectificare |
<2 <1,6 <1,5 |
<1 <1 |
||
Recomandari privind stabilirea numarului de treceri si a valorii avansului axial
Ciclurile de lucru realizabile Ia prelucrarea danturii unei roti dintate cilindrice
Pe baza tabelului de mai jos vom trece la alegerea caracteristicilor grupelor de masinii de mortezat danturi:
Tabelul 4
|
Grupa de masini-unelte |
Puterea motorului electric de actionare a masinii, KW |
Modulul maxim m al rotii de prelucrat, mm |
Diametrul maxim al rotii de prelucrat, mm |
|
I |
<6 | ||
|
II | |||
|
III | |||
|
IV |
>5 |
8 sau peste |
>1000 |
Caracteristicile grupelor de masini de mortezat danturi
Alegerea avansului
Numarul de treceri 2
Avans pentru degrosare
Tabel. Avansul la danturarea de degrosare a a rotilor dintate cilindrice cu cutit-roata de mortezat din otel rapid.
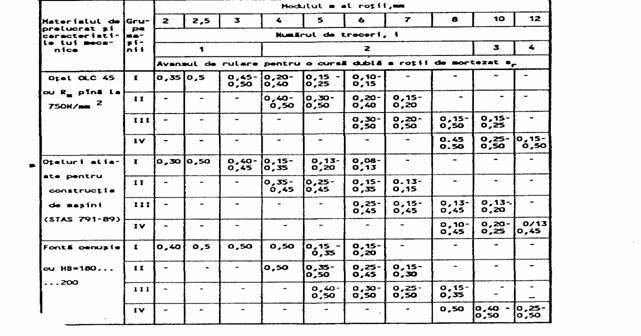
Din tabel rezulta ca avansul la rulare pentru o cursa dubla a rotii de mortezat este:
s![]() = 0.15 0.35 mm/cd
= 0.15 0.35 mm/cd
Avans Ia finisare
Avansut a mortezarea de finisare a rotilor dintate cilindrice cu cutit roata de mortezat din otel rapid
|
Materialul de prelucrat |
Modulul m [mm] |
Adaosul de prelucrare [mm] |
Avansul de rulare [mm/cursa dubla] |
Numarul de treceri |
|
Otel Fonta |
Orice dimensiune Orice dimensiune |
Adaosul de prelucrare 0,5 .0,8
Avansul de rulare 0,25 0,30 mmlcd
Numarul de treceri 1
Valorile coeficientului C![]() Ia prelucrarea prin mortezare cu cutit roata tab 19.30
Ia prelucrarea prin mortezare cu cutit roata tab 19.30
Tabel
|
Materialul de prelucrat |
Cs |
|
Otel carbon, Rm=600.700N/mm2 | |
|
Otel carbon, Rm=700.800N/mm2 | |
|
Fonta cu duritate mijlocie si bronz dur |
C=0,47
Formulele pentru calculul vitezei de aschiere pentru degrosare se prezinta in tabelul
|
Felul prelucrarii |
Modulul m [mm] |
Materialul rotii |
Formula vitezei |
|
Mortezare de degrosare |
Otel cu Rm=600..700N/mm Fonta cu HB=180..200 |
V= V= |
v = ![]() = 9.50 m/min
= 9.50 m/min
Formulele pentru calculul vitezei de a pentru finisarese prezinta in tabelul urmator:
|
Felul prelucrarii |
Modulul m [mm] |
Materialul rotii |
Formulele vitezei |
|
Mortezare de finisare |
Fonta |
Otel Fonta |
V= V= |
v = ![]() = 15 m/min
= 15 m/min
5. Alegerea elaborarea si argumentarea solutiei constructive stabilita
Alegerea solutiei constructive a cutitului de prelucrat daca este cazul dupa tipodimensiuni cunoscute, daca nu atunci se vor stabili solutii constructive care sa satisfaca cerintele fabricatiei sau nivelul evoluat al masinii unelte.
Pentru parametrii geometrici se are in vedere legatura functionala intre sistemul constructiv al cutitului si cel efectiv, in functie de tipul operatiei :
- degrosare;
- finisare;
Conditiile tehnice se vor stabili conform STAS 6541-84:
- materialul corpului cutitului se executa din OLC 45 STAS 880 - 80;
- materialul placutei din carburi metalice este P10 STAS 6374 - 80;
- materialul placii de presiune se realizeaza din aliaj dur K10 STAS 6374 - 80;
- materialul penei de strangere se relizeaza din OSC 8 STAS 1700 - 80;
- duritatea corpului dupa tratament termic HRC 35 38;
- corpul cutitului se poate executa din otel turnat OT 45 STAS 600 - 80.
Proiectarea cutitului roata pentru danturat roti cilindrice cu dinti drepti sau inclinati (interiori sau exteriori), consta din determinarea profilului sculei pentru dinti drepti. Se mai impune si verificarea la intretaierea profilelor.
6. Proiectarea analitica si constructiva a sculei date precum si dimensionarea si verificarea acesteia.
Proiectarea cutitului roata consta in stabilirea profilului de inlocuire, precum si a domeniului de utilizare
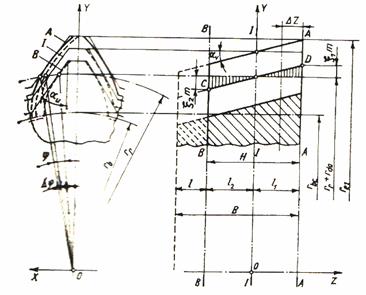
fig.10 Transformarea unei roti dintate in cutit roata
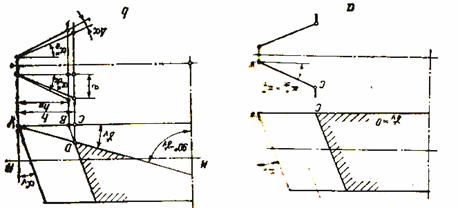
fig.11Transformarea cutitului roata in cutit -pieptene
Se cunosc urmatoarele:
Modulul m = 3
Unghiul α![]() = 20
= 20
Nr. de dinti z =16.120 dinti
I.Calculul profilului sculei
a) Coeficientul de deplasare:
x = 0.15mm
X=x m
X = 0.45mm
b)Grosimea dintelui pe cercul de divizare
s![]() =
=![]() +
j
+
j
j- subtierea dintelui rotii prelucrate
j =0.1
s![]() =
4.81 mm
=
4.81 mm
c)Inaltimea capului dintelui si inaltimea piciorului dintelui
- inaltimea capului dintelui:
h![]() = (f + c )m
= (f + c )m![]() = 1,3∙3 = 3,9 mm
= 1,3∙3 = 3,9 mm
f + c = 1,3
- inaltimea piciorului dintelui
h![]() = (f + c)m
= (f + c)m![]() = 3,9 mm
= 3,9 mm
d)
Determinarea grosimii dintelui pe cercul de divizare s![]() in sectiunea A-A
in sectiunea A-A
s![]() = m(
= m( ![]() +2xtg
+2xtg![]() )
+ j
)
+ j
s![]() =
5,13 mm
=
5,13 mm
- unghiul de asezare la varful dintelui
![]() =
69˚
=
69˚
![]() =
6˚
=
6˚
e)Grosimea dintelui pe cercul exterior
s![]() =
(0,250,20)m
=
(0,250,20)m
s![]() =
0,25 ∙ 3 = 0,75 mm
=
0,25 ∙ 3 = 0,75 mm
f)Pasul pe cercul de divizare
p = π ∙ m
p = 9,42 mm
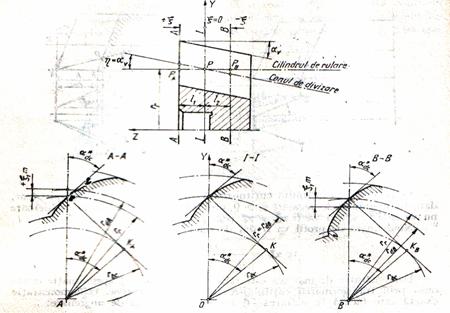
fig12 Domeniul de utilizare a cutitului -roata
a) Alegerea diametrului nominal de divizare
Se alege D![]() =
75 mm
=
75 mm
b) Numarul
de dinti z![]() ai cutitului-roata va fi:
ai cutitului-roata va fi:
z![]() =
= ![]() =
=
![]() = 25 dinti
= 25 dinti
se
alege z![]() =
25 dinti
=
25 dinti
diametrul cercului real de divizare in sectiunea initiala va fi:
D![]() =
z ∙ m = 25 ∙ 3 = 75 mm
=
z ∙ m = 25 ∙ 3 = 75 mm
c) Alegerea geometriei constructive:
-unghiul de degajare γ![]() = 8 (cutit de degajare)
= 8 (cutit de degajare)
-unghiul de asezare α![]() = 6˚ (pt. α
= 6˚ (pt. α![]() =
20˚)
=
20˚)
d) Determinarea
unghiului de angrenare ![]() se face cu relatia:
se face cu relatia:
tg![]() =
= =
0.3694 rezultand
=
0.3694 rezultand
![]() = 20.2756 = 2020′49′′
= 20.2756 = 2020′49′′
Se alege valoarea medie de: ![]() = 2020'26"
= 2020'26"
e) Verificarea
unghiului de asezare![]() ,
pe flancul dintelui in sectiunea normala:
,
pe flancul dintelui in sectiunea normala:
tg![]() = tg
= tg![]() sin
sin![]() = tg6 sin 2020'26" = 0.03654
= tg6 sin 2020'26" = 0.03654
rezultand ![]() =
2.092 = 25'34" ca valoare acceptata
=
2.092 = 25'34" ca valoare acceptata
Se
calculeaza in aceeasi sectiune si unghiul de degajare ![]()
tg![]() = tg
= tg![]() sin
sin![]() = tg8 sin20 20'30"= 0,06129
= tg8 sin20 20'30"= 0,06129
Ceea
ce corespunde la ![]() = 3.514 = 330'50"
= 3.514 = 330'50"
f) Determinarea diametrului cercului de baza al cutitului:
d![]() =
D
=
D![]() ∙cos
∙cos![]() = 75 ∙ cos20.2756 = 70,35 mm
= 75 ∙ cos20.2756 = 70,35 mm
g) Determinarea elementelor constructive pe fata de degajare:
D![]() =
D
=
D![]() +
2h
+
2h![]()
h![]() -
inaltimea capului dintelui in planul frontal I-I
-
inaltimea capului dintelui in planul frontal I-I
h![]() =
h
=
h![]() +
X = 3,9+ 0.45 = 4,35 mm
+
X = 3,9+ 0.45 = 4,35 mm
D![]() =
75 + 8,7 = 83,7 mm
=
75 + 8,7 = 83,7 mm
-
diametrul interior D![]()
D![]() =
D
=
D![]() -
2h
-
2h![]()
h![]() -
inaltimea piciorului dintelui in planul frontal I-I
-
inaltimea piciorului dintelui in planul frontal I-I
h![]() =
h
=
h![]() -
X = 3,9 - 0.45 = 3,45 mm
-
X = 3,9 - 0.45 = 3,45 mm
D![]() =
75 - 6,90 = 68,1 mm
=
75 - 6,90 = 68,1 mm
H = 15.30 mm
H = 25 mm
Cap.7.ASCUTIREA SI CONTROLUL CUTITELOR-ROATA PENTRU DANTURARE ROTI DINTATE CILINDRICE
Ascutirea [1]conica afetei de degajare se face cu o scula abraziva care se deplaseaza de-a lungul generatoarei conului.
In acest caz, scula abraziva cu raza r![]() trebuie sa fie mai mica decat raza de curbura ρ a fetei de degajare a
cutitului-roata.(Figl)
trebuie sa fie mai mica decat raza de curbura ρ a fetei de degajare a
cutitului-roata.(Figl)
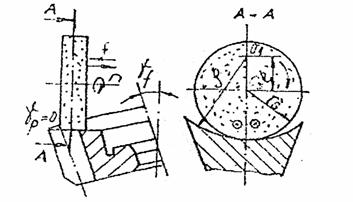
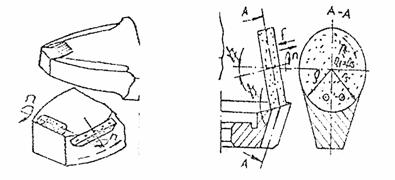 Fig. 1
Ascutirea cutitelor roata (C3)
Fig. 1
Ascutirea cutitelor roata (C3)
Ascutirea
plana a fetei de degajare, caz in care se ascute separat taisul de la varf
cu o scula abraziva cilindrica, iar taisurile laterale cu o scula abraziva
conic ce se deplaseaza dupa evolventa dintelui cu ajutorul uni sablon in fig2
si ![]() =
20-35˚.
=
20-35˚.
Ascutirea suprafetei a fetei de degajare dupa o
raza de curbura oarecare, caz in care, raza de curbura ρ a suprafetei de
degajare va fie gala cu raza sculei abrasive ρ = r![]() .
.
SE VA ADAUGA ASPECTE DIN CARTEA MUS V.PUTZ
Cap.8. CONSIDERATII PRIVINDINDICATORII TEHNICO-ECONOMICI
Indicatorii [1]tehnici si economici sunt:
. Volumul de munca
. Consumul de material
. Cheltuielile cu SDV-urile
. Termenul de livrare
. Incarcarea masinilor
. Calificarea cadrelor
Costul materialelor
La costul materialelor se considera materialele necesare pentru obtinerea semifabricatelor. Cum o parte din valoarea materialului Vmat se recupereaza prin valoarea deseurilor Vdes, acesta se scade din valoarea totala a materialului.
Cmat = Vmat-Vdes
Costul manoperei
Calculul costului manoperei Cman, unde se tine seama de timpul necesar pentru prelucrarea si de categorile in care se incadreaza lucrarile respective, se face cu relatia:
C![]() =S
=S![]() (
(![]() +
+
![]() )
)
![]() - timp de pregatire si incheiere minim
- timp de pregatire si incheiere minim
t![]() - timp efectiv minim
- timp efectiv minim
Sm - retributia muncitorului, lei/ora, lei/min
n - numar piese din seria respective, buc
Cheltuielile de regie se exprima in mod obisnuit proportional cu cheltuielile.
R - cheltuieli de regie
Cr = C![]() ∙
∙![]()
Calculul cotei de amortisment Cam se face tinand seama de durata de functionare in ani ai masinii-unelte cu reparatiile capitale.
Cam = t![]() ∙C
∙C![]()
C![]() =
=
unde Vm - valoarea masinii, lei
an - ani de amortizare
Rm -cheltuieli cu reparatii capitale exprimate in % din Vm
N - numarul de ore de functionare pe an
Se va determina numarul minim de piese n![]() dintr-o serie pentru care este rentabil sa se confectioneze dispozitive.
dintr-o serie pentru care este rentabil sa se confectioneze dispozitive.
Aceasta cota Csc se calculeaza numai pentru sculele care se construiesc in mod special pentru prelucrarea respectiva
C![]() =
=![]() (1+
(1+![]() )
)
nt - numarul total de piese ce se prelucreaza cu sculele respective
nr - numar de reascutiri posibile
Vsc - valoarea sculei
Rsc - costul intretinerii sculelor
C![]() =
=![]()
nr - timp de reascutire
tef- timp efectiv, min/buc
ta - timp de aschiere intre doua reascutiri, min
Uneori se tine seama si de durabilitate si de viteza cu care se lucreaza
![]()
Vef- viteza efectiva de aschiere
Tef - durabilitatea corespunzatoare vitezei efective de aschiere
Vn - viteza de aschiere admisa ca viteza normala
Tn - durabilitatea corespunzatoare vitezei de aschiere normala
![]()

Deoarece la sculele aschietoare are importanta durabilitatea economica Tec, se foloseste aceasta in locul durabilitatii efective.
Cele doua durabilitati difera intre ele si in
general ![]() <
1
<
1
Norma tehnica de timp este timpul necesar executiei unei unitati de operatie, de catre unul sau mai multi operatori care au o calificare corespunzatoare si lucreaza cu intensitate normala, in conditii tehnico-organizatorice precizate.
Norma de timp(Nt):
. timp de pregatire-incheiere(Tpi)
. timp operativ(Top)
. timp de deservire a locului de munca (Tdl)
. timp de intreruperi reglementare(Tir)
Timpul operativ:
. timp de baza(tb)
. timp ajutator(ta)
Timp de deservire a locului de munca(Tdl)
. timp de deservire telmica(tdt)
. timp de deservire organizatorica(tdo)
Timp de intreruperi-reglementare
. timp de odihna si necesitati fiziologice(ton)
. timp de intreruperi tehnologice si organizatorice(tro)
Timp de baza
. timp de munca manual-mecanica(tmm)
. timp de supraveghere a functionarii utilajului
Norma tehnica de timp: ![]() =
=![]() +
+ ![]()
Cap.9. CONDITII TEHNICE DE EXECUTIE SI EXPLOATARE
Proiectarea [1]cutitului roata pentru prelucrari prin aschiere cu dinti drepti sau inclinati consta din determinarea profilului sculei, determinarea parametrilor geometrici precum si determinarea conditilor tehnologice. Elementele initiale pentru executie sunt : modulul in sectiunea normala pe dinte, unghiul de angrenare, coeficientul de deplasare a cremalierei, de referinta, numarul de dinti ai roti prelucrate, materialul de prelucrat, forma si tipul cutitului, clasa de precizie si unghiul de inclinare a dintilor pe cercul de divizare.
Duritatea partii aschietoare a cutitului roata trebuie sa fie 63.. . .66 HRC, iar duritatea cozii la cutite daca exista este de 30 .45 HRC. In portiunea de lucru nu se admit puncte decarburate sau moi ; iar rugozitatea suprafetelor functionale este indicata in urmatoarea figura :
Conditii tehnice:
- cutitul roata trbuie sa indeplineasca conditiile de calitate conform STAS;
- duritatea dupa tratamentul termic HRC 63.. . .65
- excentricitatea cercului de divizare in raport cu axa maxima 0,01 mm.
- abaterea de profil pe partea activa a dintilor mai mare de 0,01 mm.
- abaterea maxima a Dis fata de valoarea nominala 1mm.
- se vor marca urmatoarele : modulul numarul de dinti, diametrul nominal al cercului de rostogolire, clasa de precizie, marca otelului rapid, indicativul indeprinderii,anul de fabricatie.
Desenul de executie al cutiuluiroata mai trebuie sa mai contina un tabel cu urmatoarele elemente : numarul de dinti ai sculei, modulul unghiul de angrenare, diametrul cercului de baza, unghiul de asezare pe flancuri pe cercul interior, eroarea formei profilului, variatia cumulata de pas, bataia cercului de virf, bataia radiala a danturii, abateri ale unghiului de degajare si asezare.
BIBLIOGRAFIE
1.Constantin Minciu Proiectarea si tehnologia sculelor pentru danturare
Ed. Tehnica Bucuresti, 1986
2.Ion Pop, Viorel Putz sa. Proiectarea sculelor aschietoare-Lucrari de laborator
Timisoara, 1993
3.Ion Pop Proiectarea sculelor aschietoare editia IV-a vol. 2
Timisoara, 1990
4.Ion Pop Proiectarea sculelor aschietoare- Indrumator de proiectare,
Timisoara, 1995
5.Ion Ghiga sa. Masini- unelte si agregate, Editura Didactica si Pedagogica,
Bucuresti, 1983
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6733
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved