| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
GRUP SCOLAR INDUSTRIAL ZARNESTI
Tema de proiect:
Scule aschietoare pentru
prelucrarea prin frezare
CUPRINS :
Memoriu justificativ..............
continutul propriu-zis..............
Bibliografie...................
Anexe
MEMORIU JUSTIFICATIV
Procesul prin care se realizeaza diferite piese folosite in constructia de masini s-au dezvoltat si diversificat continuu , principalele procedeee utilizate pe scara larga fiind : turnarea , forjarea , laminarea ,santarea , matritarea ,aschierea , prelucrarile neconventionale , metalurgia pulberilor
Datorita caracteristicilor tehnico-economice superioare pe care le asigura prelucrarile prin aschiere , acestea ocupa un loc important in procesul de fabricatie a pieselor .
Realizarea procesului de aschiere presupune indeplinirea urmatoarelor conditii :
existenta unor masini unelte a caror cinetica sa asigure geneza suprafetelor piesei si care sa dispuna de puterea necesara realizarii procesului de aschiere ;
dotarea masinilor unelte cu dispozitive capabile sa
pozitioneze si fixeze semifabricatele ;
existenta unor scule aschietoare ( cutite , burghie , freze , alezoare , discuri abrasive , filiere )
caracterizate printr-o geometrie proprietati fizico-mecanice computerizare :
( sa mai adaug ceva )
CONTINUT PRORPIU-ZIS
A. Generalitati....................
B. Masina de frezat orizontala.............
C. Elemente constructive si geometrice de frezat...
D. NTSM......................
GENERALITATI
Frezarea este operatiunea de prelucrare mecanica prin aschiere pe masinile de frezat , cus cule numite freze , freza este o scula aschietoare cu mai multe taisuri , pentru pelucrarea suprafetelor plane si profilate a canalelor de diferite forme .. etc.
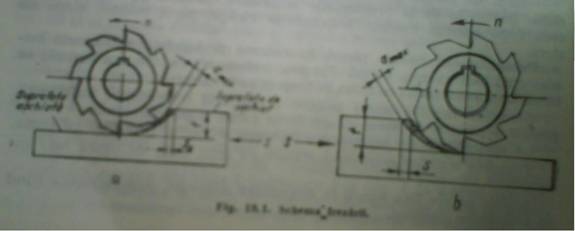
In cazul frezarii , miscarea pricipana de aschiere este executata de scula , iar miscarea de avans de piesa de prelucrat ( mai rar de scula )
Miscarea pricipala de aschiere se realizeaza cu viteza de aschiere v . Marimea vitezei de aschiere se poate determina cu ajutorul unor relatii experimentale sau se pot alege din notatie in functie de schema de lucru adoptata de natura si materialul sculei , de materilalul de prelucrat ..etc . Ea se exprima in m/min
Miscarea de avans presupune o deplasare intre scula si piesa , notata cu s , care se exprima in mm/rot a frezei . Pentru fiecare dinte al frezei revine un avans pe dinte egal cu Sz , care poate fi exprimat in functie de avansul de rotatie s si numarul de dinti al frezei z .
Sz= S/Z *
MASINA DE FREZAT
ORIZONTALA
ELEMENTE CONSTRUCTIVE SI GEOMETRICE DE FREZAT
Sculele folosite la frezare poarta denumirea generala de FREZE .
Frezele sun scule aschietoare prevazute cu unul sai mai multi dinti amplasati simetric pe suprafetele : laterala , frontala sau laterala si frontala ale uni corp de rotatie ( disc , cilindru) , in timpul prelucrarii , freza are o miscare de rotatie , fapt care face cu dintii sa intre succesiv in actiune si , pentru un timp foarte scurt sa desprinda aschii .
A. Elementele constructive ale frezelor .
Constructiv , frezele se pot executa cu dinti dintr-o bucata cu corp s-au cu dinti aplicat din otel rapid s-au carburi metalice .
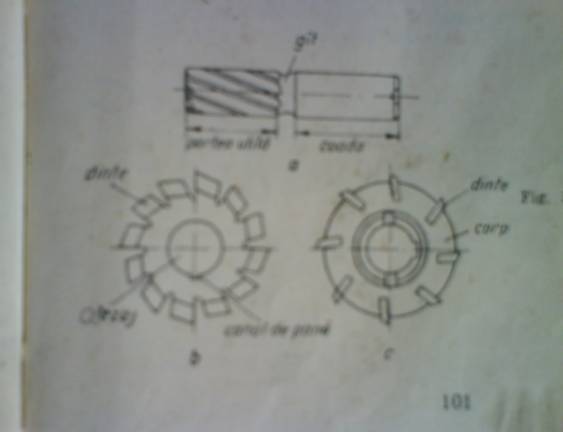
Pentru fixarea in arboreal principal al masinii , frezele sunt prevazute cu coada s-au alezaj , partile pricipale ale unei freze sunt :
corpul , care cuprinde partea utila si partea de fixare
partea utila , prevazuta cu inti aschietori
coada necesara fixarii directe4 s-au indirecte in arboreal principal
gatul facand trecerea intre partea utila si coada .
Dintii frezei pot face parte din corps au pot fi separate si montati pe acesta printr-un sistem cu pene s-au suruburi ; in acest din urma caz , dintii sunt numiti DEMONTABILI .
In acest caz in care frezele se monteaza pe un dorn port-freza , ele sunt prevazute cu un alezaj , iar pentru evitarea rotirii frezei pe dorn , au un canal de pana /
Principalele caracteristici ale unei freze sunt :
diametrul frezei D. in mm , care este o marime normalizata pentru frezele uzuale ;
numarule de dinti Z
.
B. Elemente geometrice ale partii aschietoare a frezelor
Principalul element al unei freze este dintele , fiecare dinte al frezei lucreaza ca o scula aschietoare de tipul cutitului de strung sau de rabotat . Ca si aceste scule , dintele va avea o fata de degajare si una de asezare , Intersectia acestor suprafete formeaza taisul dintelui .
Principalele elemente geometrice ale dintilor frezelor sunt aceleas ca si la alte scule aschietoare : unghiurile de degajare , de asezare , de ascutire si unghiurile de atac.
Dintii frezelor frontale au doua unghiuri de atac: unghiul de atac principal Y X si unghiul de atac secundar X1 , care stabilesc pozitia dintelui fata de piesa de prelucrat .
Durabilitatea frezei depinde in general de parametrii ei geometrici.
Unghiul de asezare A este determinat de natura materialului de prelucrat si poate avea , pentru oteluri , fonte si materiale neferoase , valori cuprinse intre 10 si 18 *
NORME DE TEHNICA A SECURITATII MUNCIILA PRELUCREAREA PE MASINI DE FREZAT
NTSM
I In afara regulilor pricipale care trebuie respectate la prelucrarea prin aschiere , la prelucrarea pe maini de frezat , trebuie respectate urmatoarele masuri :
pe masini de frezat se va executa numai acele prelucrati pentru care au fost destinate masinile
inainte de inceperea lucrului , muncitorul trebuie sa verifice starea tehnica a masinii pentru a se convinge ca punearea in functiune nu prezinta pericol de accidentare .
se va controla starea de uzare a frezelor pentru a se putea folosi pentru materialul ce urmeaza a fi prelucrat
frezele se monteaza astfel in cat partile proeminete sa nu provoace prinderea mainilor sau a inbracamintei muncitorului ,la nevoie se monteaza anumite aparatori de protectie
piesele se fixeaza si se desprind cand masina nu e pusa in functiune
in timpul lucrului , pe masa masinii nu trebuie lasate alte piese , scule . etc.
cuplarea avansului automat se va face dup ace inprealabil sa pus in miscare arboreal principal.
Verificarea dimensiunilor s-au a calitatii suprafetelor prelucrate prin frezare se va face numai dupe ce sa oprit masina
Inainte de parasirea locului de munca muncitorul se asigura ca masina este oprita
Bibliografie
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3271
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved