| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
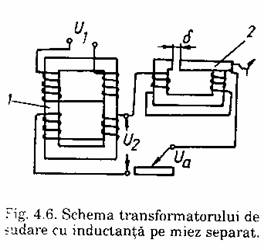
La
mersul în gol U10![]() ,
,
Qb=Sb (1) rezulta deci XbI2=UI.
Dar u=-dΨ/dt=ωNbΨcosωt deci valoarea
efectiva ![]() (2). Din
legea circuitului magnetic
(2). Din
legea circuitului magnetic ![]() , avem Nbi=Bδδ/μ0 de unde rezulta valoarea
efectiva
, avem Nbi=Bδδ/μ0 de unde rezulta valoarea
efectiva  (3). Din 1, 2 si 3 ne rezulta
(3). Din 1, 2 si 3 ne rezulta  .
.

|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 964
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved