| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TOLERANTELE SI AJUSTAJELE PIESELOR FILETATE
1. Profilul ISO al filetului metric
Piesele filetate sunt marginite de suprafete elicoidale complexe. Profilul acestora este definit intr-un plan median, plan ce contine axa piesei filetate. Elementele ce definesc forma si marimea suprafetei unei piese filetate sunt: profilul in plan median, pasul infasurarii si diametrul suprafetei de infasurare (diametrul mediu). In cele ce urmeaza vor fi tratate numai aspectele legate de filetele metrice ISO, dar si pentru celelalte tipuri de filete, problemele se pun in mod asemanator.
Profilul
ISO al filetului metric, reprezentat in figura 1, este determinat de flancuri
drepte, ce fac parte din laturile unul triunghi echilateral cu latura egala cu
pasul. Flancurile sunt orientate simetric fata de normala pe axa filetului. La
exterior, varfurile filetului sunt tesite cu H/8, iar la interior cu H/4, H
fiind inaltimea triunghiului echilateral, ![]()
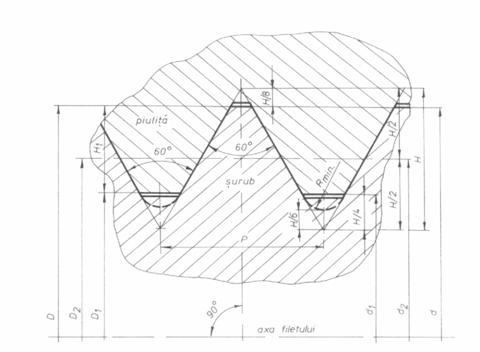
Fig. 1. Profilul ISO al filetului metric.
Pasul filetului, p este distanta intre doua flancuri consecutive, omoloage, masurata pe directie paralela cu axa filetului si se exprima in milimetri.
Diametrul mediu, D2 , d2 al piesei filetate este diametrul cilindrului ce intersecteaza profilul filetului pe la jumatatea inaltimii si laturilor triunghiului din care fac parte flancurile filetului.
Dimensiunile nominale pentru cele trei diametre: exterior, mediu si interior sunt identice pentru surub si piulita si pot fi calculate in functie de diametrul exterior, numit si diametru nominal al filetului, D, d.
|
|
Complexitatea suprafetei si multitudinea dimensiunilor ce pot determina ajustajul pieselor filetate, ne obliga sa alegem o singura dimensiune reprezentativa care sa includa si influentele celorlalte elemente. Alegerea diametrului mediu d2 , D2 si tratarea ajustajelor ca si la piesele cilindrice este sustinuta de notiuni practice.
In prelucrare se urmareste sa se realizeze profilul si pasul corecte. Adancimea golului se realizeaza prin treceri succesive urmarindu-se ca cele doua piese conjugate surub-piulita, sa se poata asambla pe toata lungimea. In final tipul asamblarii este dat de diametrul mediu d2, D2.
2. Reducerea tuturor abaterilor la diametrul mediu al filetului
2.1. Influenta abaterilor de pas
In cele ce urmeaza se vor analiza numai filetele cu profil triunghiular, acestea fiind cele mai reprezentative.
Daca pasul filetului unui surub este afectat de eroarea de pas Dp (fig. 2), aceasta determina eroarea fp a diametrului mediu. Pe lungimea de insurubare, eroarea cumulata de pas este:
|
Dp = CG - AE = CB + FG = Dp1 + Dp2, |
unde distanta: CG este lungimea de insurubare pe linia diametrului mediu al profilului nominal; AE - lungimea de insurubare pe linia diametrului mediu al profilului real.
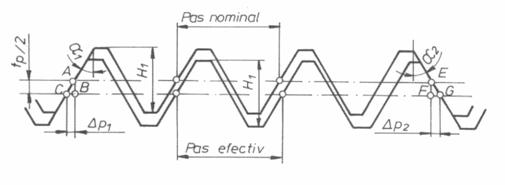
Din triunghiurile dreptunghice ABC si EFG se obtine:
|
| |
|
|
Relatia (1) devine:
|
|
de unde:
|
|
In cazul filetelor simetrice (filetul de fixare ISO si altele),
|
|
si relatia (5) devine:
|
|
In relatiile (5) si (7) abaterea de pas se ia in valoare absoluta, intrucit, indiferent de semn, ea provoaca, de regula, micsorarea diametrului mediu la surub si marirea diametrului mediu la piulita.
2.2. Influenta abaterilor de unghi
Eroarea
semiunghiului flancurilor ![]() determina de asemenea, o eroare fa a diametrului mediu, asa
cum se poate demonstra cu ajutorul figurii 3. Daca, pentru un filet simetric,
ABCE este profilul nominal al filetului unui surub, iar A'B'C'E' este profilul
real al aceluiasi surub, insurubarea in piulita (cu orice profil real) este
posibila numai daca diametrul mediu efectiv al surubului este micsorat cu
valoarea FG + MN. Dar FG = MN =
determina de asemenea, o eroare fa a diametrului mediu, asa
cum se poate demonstra cu ajutorul figurii 3. Daca, pentru un filet simetric,
ABCE este profilul nominal al filetului unui surub, iar A'B'C'E' este profilul
real al aceluiasi surub, insurubarea in piulita (cu orice profil real) este
posibila numai daca diametrul mediu efectiv al surubului este micsorat cu
valoarea FG + MN. Dar FG = MN = ![]() . Aplicind teorema
sinusurilor pentru triunghiul AFG (partea de sus a figurii 3), se poate scrie:
. Aplicind teorema
sinusurilor pentru triunghiul AFG (partea de sus a figurii 3), se poate scrie:
Se constata ca variatia diametrului mediu este proportionala cu abaterea cumulata de pas pe lungimea de insurubare si este mai mica la filete cu unghiul profilului mai mare. De aceea, lungimea de insurubare este grad de precizie
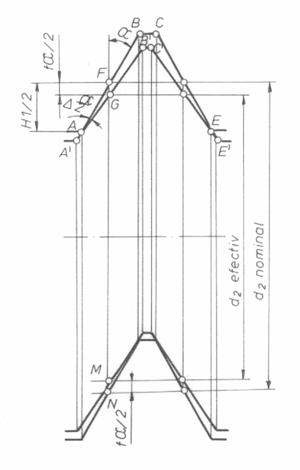
Fig.3.Influenta abaterilor de unghi
Dar, pentru ca
![]()
si
![]()
relatia (7) devine:
|
|
Cum insa, ![]() si
si  ,
relatia (8) se poate scrie astfel:
,
relatia (8) se poate scrie astfel:
|
|
sau, pentru ca ![]() si
si ![]() , relatia (9) se
transforma astfel:
, relatia (9) se
transforma astfel:
|
|
Din relatia (11) rezulta:
|
|
Daca ![]() se transforma din radiani in minute, H1
se ia in milimetri si fa se considera in
micrometrii, relatia (12) capata forma:
se transforma din radiani in minute, H1
se ia in milimetri si fa se considera in
micrometrii, relatia (12) capata forma:
|
|
Pentru filetele nesimetrice, la care unghiurile flancurilor (fata de perpendiculara pe axa piesei filetate) sunt diferite (a ¹ a si a a a), abaterea in diametru provocata de abaterile Da si Da va fi:
|
|
Ca si abaterea de pas, abaterea in unghiul flancurilor se ia in valoare absoluta, deoarece, indiferent de semn, ea provoaca micsorarea diametrului mediu la surub si marirea diametrului mediu la piulita.
Abaterile de pozitie unghiulara a flacurilor induc o modificare a diametrului mediu, proportionala cu inaltimea profilului (H, p) si cu abaterea unghiului, fiind mai mica la filete cu unghiul a mai mare.
In afara abaterilor fp si fa, datorate abaterilor de pas si de semiunghi, diametrul mediu va fi afectat, ca orice dimensiune, de o abatere proprie, notata cu fd2 (sau fD2 la piulite). Ca urmare abaterea totala a diametrului mediu este:
|
ftot = fp + fa + fd2. |
(15) |
Toleranta prescrisa la diametrul mediu trebuie sa compenseze si sa limiteze aceasta abatere totala si, in consecinta, este necesara conditia:
|
ftot £ Td2 respectiv ftot £ TD2. |
3. Tolerantele si ajustajele recomandate pentru filetele metrice
Tipul de
ajustaj pentru imbinarea filetata este determinat de pozitia relativa intre diametrele
medii, D2 si d2. Toate celelalte influente, ale
abaterilor de pas si unghi (![]()
![]() si a), sunt incluse in
tolerantele diametrelor medii.
si a), sunt incluse in
tolerantele diametrelor medii.
Campul de toleranta pentru o piesa filetata se prezinta sub forma spatiului cuprins intre doua suprafete elicoidale avand profilul identic cu cel nominal, dar realizate la diametrul mediu minim si respectiv diametrul mediu maxim.
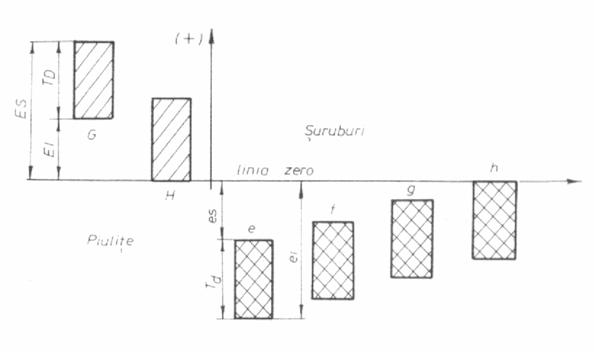
Cu particularitatile ce rezulta din cele prezentate mai sus se accepta o reprezentare simplificata a campurilor de toleranta ale pieselor filetate, similar suprafetelor cilindrice netede, cu referire expresa la diametrul mediu al piesei filetate. Pentru filet metric ISO de uz general, Sistemul de tolerante pentru ajustaje cu joc, STAS 8165-82, admite doua pozitii ale campurilor de tolerante pentru piulite, simbolizate cu G si H, iar pentru suruburi, patru pozitii (caractere de ajustaje), simbolizate cu e, f, g si h. Calitativ pozitiile admise sunt reprezentate in figura
Abaterile fundamentale se calculeaza cu relatii empirice in functie de pasul P si sunt prezentate in tabelul
Treptele de precizie pentru filete metrice ISO sunt in numar de 7 si sunt numerotate de la 3 la 9.
Toleranta IT 6 se calculeaza cu relatii empirice si este considerata toleranta fundamentala pentru ca toate celelalte se obtin prin amplificarea cu cate o constanta specifica fiecarei precizii.
Tolerantele la diametrul interior al filetului piulitei TD1 si la diametrul exterior al filetului surubului Td, prezentate in tabelul 2, depind numai de pasul si precizia piesei. Ele se regasesc si la semifabricatele pieselor filetate.
Tolerantele la diametrul mediu al filetului piulitei TD2, prezentate in tabelul 3, si tolerantele la diametrul mediu al filetului surubului Td2, prezentate in tabelul depind de diametrul nominal al filetului (D, d) de pasul si de treapta de precizie a
Abaterile fundamentale pentru diametrele D1, D2, d si d2 ale filetelor metrice.
(STAS 8165-82 tab. 3) Tabelul
PasP mm |
G EI |
H EI = 0 |
e es |
f es |
g es |
h es |
Tolerantele diametrului interior TD1 al piulitei si diametrul exterior, TD al
surubului.(STAS 8165-82 tab. 5) Tabelul 2.
|
Pas P mm |
Treapta de precizie |
|||||||
|
TD1, m |
Td, m |
|||||||
|
| ||||||||
Toleranta la diametrul exterior maxim al piulitei Dmax nu se standardizeaza. Se considera diametrul exterior minim al piulitei egal cu diametrul nominal.
Diametrul interior al surubului d1 nu se tolereaza. Limitarea diametrului interior d1 minim se face prin stabilirea razei minime pentru racordarea flancurilor la fundul filetului.
Raza minima de racordare, Rmin se stabileste cu relatia:
|
|
Pentru calculele de rezistenta ale suruburilor, la diametrul interior al filetului se recomanda sa se ia ca baza trunchierea egala cu H/6, corespunzatoare unei raze R = 0,144 34 P.
|
|
Tolerante la diametrul mediu al filetului piulitei TD2. (STAS 8165-82 tabelul 6) Tabelul 3.
|
Diametrul nominal al filetului |
Pas P |
Treapta de precizie |
|||||
|
peste |
pana la |
TD2 , mm |
|||||
|
| |||||||
Tolerante la diametrul mediu al filetului piulitei Td2. (STAS 8165-82 tabelul 7) Tabelul
|
Diametrul nominal al filetului |
Pas P |
Treapta de precizie |
|||||||
|
peste |
pana la |
Td2 , mm |
|||||||
|
| |||||||||
Trunchierea maxima trmax este egala cu:
|
|
iar diametrul d1 max se calculeaza cu relatia:
|
|
Dupa cum s-a demonstrat, influenta abaterilor de pas asupra diametrului mediu este proportionala cu eroarea de pas cumulata pe lungimea de insurubare a celor doua piese. Standardele stabilesc trei grupe de lungimi de insurubare: scurta (S), normala (N) si lunga (L) numite si grade de precizie. Limitele pentru grupa lungimilor normale N sunt:
lmin 2,24 P d0,2 si
lmax 6,7 P d0,2 (21.)
in care d este limita inferioara a intervalului in care se incadreaza diametrul nominal al filetului (tabelul 3).
Clasele de executie ale filetului, stabilite prin STAS 8165-82, se utilizeaza dupa cum urmeaza:
- clasa de executie fina - pentru filete de precizie cand sunt necesare ajustaje cu jocuri mici;
- clasa de executie mijlocie - de uz general;
- clasa de executie grosolana - pentru filete executate in conditii tehnologice dificile
(filetarea barelor laminate la cald, filetarea gaurilor adanci infundate).
Pentru cazurile concrete de proiectare a pieselor filetate STAS 8165-82 recomanda alegerea caracterelor de ajustaje cuprinse in tabelul 5.
Campuri de toleranta recomandate pentru piese filetate. (STAS 8165-82 tab. 9 si 10)Tabelul 5.
|
Clasa de executie |
G |
H |
||||
|
Grupa de lungimi de insurubare |
||||||
|
S |
N |
L |
S |
N |
L |
|
|
Camp de toleranta |
||||||
|
Fina |
4H |
5H |
6H |
|||
|
Mijlocie |
5G |
6G |
7G |
5H |
6H |
7H |
|
Grosolana |
7G |
8G |
7H |
8H |
||
Campuri de toleranta recomandate pentru suruburi filetate. (STAS 8165-82 tabelul 10) Tabelul 5 (continuare)
|
Clasa de executie |
e |
f |
g |
h |
||||||||
|
Grupa de lungimi de insurubare |
||||||||||||
|
S |
N |
L |
S |
N |
L |
S |
N |
L |
S |
N |
L |
|
|
Camp de toleranta |
||||||||||||
|
Fina |
3h4h |
4h |
5h4h |
|||||||||
|
Mijlocie |
6e |
7e6e |
6f |
5g6g |
5g |
7g6g |
5h6h |
6h |
7h6h |
|||
|
Grosolana |
8g |
8g | ||||||||||
Utilizarea combinatiilor ce nu sunt cuprinse in tabelul 5. se admite numai cu justificare tehnico-economica.
STAS 8165-82 contine un tabel in care sunt prezentate toate abaterile limita ale diametrelor pieselor filetate pentru fiecare combinatie: interval de diametru nominal X pas X caracterele de ajustaj, continute in tabelul 5.
Filete metrice de uz general: 6H/ 6g
In STAS 8164-84 sunt calculate si prezentate in tabele dimensiunile limita (max si min) pentru filete metrice de uz general, ajustaj 6H/6g. Valorile pentru filetele metrice cu pas normal sunt reproduse in tabelul 6. si 7.
|
Filet, d |
Lungimea de insurubare |
Diametrul mediu D2 |
Diametrul interior D1 |
|||
|
peste |
pana la |
max |
min |
max |
min |
|
|
M 1,6 M 1,8 | ||||||
|
M 2 M 2,2 M 2,5 | ||||||
|
M 3 M 3,5 M 4 | ||||||
|
M 4,5 M 5 M 6 | ||||||
|
M 7 M 8 M 10 | ||||||
|
M 12 M 14 M 16 | ||||||
|
M 18 M 20 M 22 | ||||||
|
M 24 M 27 M 30 | ||||||
|
M 33 M 36 M 39 | ||||||
Trebuie remarcat faptul ca dimensiunile minime de la filetul piulitei sunt dimensiuni nominale (campul H cu EI = 0, diagramele din figura ); in desene se vor trece aceste valori atat la piulita cat si la surub si astfel trebuiesc calculate in consecinta abaterile pentru surub.
Suruburi cu filet metric, cu pas normal. (STAS 8164-84 3.2.) Tabelul 7.
|
Filet, d |
Lungimea de insurubare |
Diametrul exterior, d |
Diametrul mediu, d2 |
Rmin |
|||
|
peste |
pana la |
max |
min |
max |
min |
||
|
M 1,6 M 1,8 | |||||||
|
M 2 M 2,2 M 2,5 | |||||||
|
M 3 M 3,5 M 4 | |||||||
|
M 4,5 M 5 M 6 | |||||||
|
M 7 M 8 M 10 | |||||||
|
M 12 M 14 M 16 | |||||||
|
M 18 M 20 M 22 | |||||||
|
M 24 M 27 M 30 | |||||||
|
M 33 M 36 M 39 | |||||||
5. Probleme rezolvate
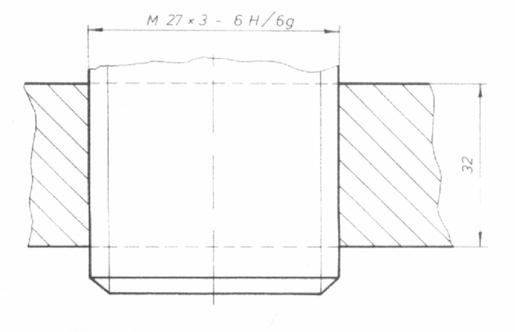
Problema nr. Sa se stabileasca tolerantele si ajustajele unei imbinari filetate M 27 3, cu lungimea piulitei 32 mm din ansamblul unui cric (dispozitiv de ridicat).
Etapa 1. Stabilirea diametrelor nominale ale filetului
D = d =27; din relatiile (7) ce definesc profilul filetului metric.
Pentru filete de uz general se pot lua direct din tabelul 6.a, fiind valorile minime de la piulite (caracterul 6H).
Rmin
= 0,125 3 = 0,375 sau 
Pentru calcule de rezistenta la surub:
Se rotunjeste la valoarea d1 = 23,319.
Etapa 2 Alegerea caracterelor de ajustaj
Lungimea de insurubare normala este intre lN min si lN max din rel.21.
lN min 2,24 3 (22,4x)0,2 = 12,514655 si lN max 6,7 3 (22,4x)0,2 = 23,432226
x 22,4 este limita inferioara a intervalului 22,4 < 27 < 45 in care se incadreaza M 27 (din tab. 3).
Lungimea de insurubare va fi N (normala) pentru ca 12,5 < 32 < 37,
Pentru piulita se alege campul de toleranta 6H, din tabelul 12.8, pozitia H, lungimea de insurubare N si clasa de executie mijlocie.
Pentru surub se alege campul 6g, pozitia g, lungimea N si clasa de executie mijlocie.
Simbolul ajustajului ptr. ansamblul imbinarii filetate va fi: M 27 - 6H/6g si se inscrie in desen ca in figura 6.
Etapa 3. Determinarea tolerantelor si abaterilor.
Abaterile fundamentale se aleg din tabelul 12. Pentru piulita EI = 0; P = 3, pozitia H.
Pentru surub es = - 48; P = 3, pozitia g.
Tolerantele fundamentale se aleg din tabelul 12.5 (TD1 si Td), 12.6 (TD2) si 12.7 (Td2).
TD1 = 500; P = 3 si precizia 6 Td = 375; P = 3 si precizia 6
TD2 = 265; Diametrul nominal peste 22,4 pina la 45, P = 3 si precizia 6
Td2 = 200; Diametrul nominal peste 22,4 pina la 45, P = 3 si precizia 6
Abaterile superioare ale diametrelor piulitelor
ESD - nu se standardizeaza
ESD2 = 0 + 265 = + 265 ESD1 = 0 + 500 = + 500
Abaterile inferioare ale diametrelor surubului
eid = esd - Td = - 48 - 375 = - 423 eid2 = esd2 - Td2 = - 48 - 200 = - 248
Etapa Intocmirea desenelor si inscrierea diametrelor cu abaterile aferente.
Se intocmesc desene de executie ca cele prezentate in figura 6.
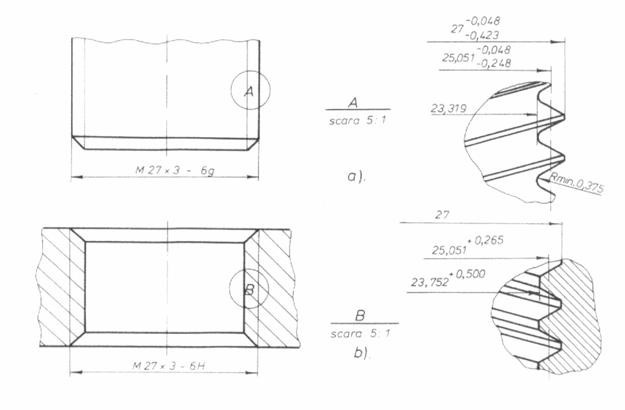
Fig.6. Desene de executie (a - surub; b- piulita)
Pe desenul de detaliu al surubului se vor nota:
![]()
![]() , Rmin =
0,375 si d1 min = 23,319, ca
in figura 7,a.
, Rmin =
0,375 si d1 min = 23,319, ca
in figura 7,a.
Pe desenul piulitei se vor nota:
D = 27, D2 = 25.051+0,265 si D1 = 23,752+0,500, ca in figura 7,b.
Pentru ca exemplul considerat se refera la un filet metric ISO, de uz general, valorile cerute in enunt, pot fi luate si din tabelul 12.9 (STAS 8164-84).
Pentru filet M 27 se gaseste:
- lungimea de insurubare N (normala) peste 12 pina la 36,
- D2 max = 25,316, D2 min = 25,051, D1 max = 24,252, D1 min = 23,752
- dmax = 26,952, dmin = 26,577, d2 max = 25,003, d2 min = 24,803 si
- Rmin = 0,375
Se constata identitatea rezultatelor prin cele doua metode, dar prima este aplicabila la toate ajustajele pieselor filetate, in timp ce a doua este aplicabila numai la filetele de uz general intre M 1,6 si M 39, cu ajustajul 6H/6g.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 10887
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved