| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
Surely one of the delightful benefits of turbocharging is the fact that a turbo can combine forces with a 'good, stock' engine and produce terrific results, That does not imply that careful preparation of the engine would not offer returns commensurate with the effort expended. To do the job right means preparing the engine only to the extent that performance objectives require. Any engine built anywhere by anybody (OEM, that is) will withstand the rigors of a properly set up 5 psi of boost. Therefore, 'doing the job right' at a performance objective of 5 psi means you need a 'good, stock' engine. One should not, however, expect the 'good, stock' engine to survive the performance regimes of 50 psi Formula 1 turbo engines. Further, one should not waste elaborate preparation on an engine only to run wimpy boost pressures. Balancing performance objectives with engine preparation is the subject pursued in this chapter.
Desired power translates to a boost pressure range required to achieve that power. Engine preparation needed to permit those boost pressures can be reduced to a group of generalities. Certainly, many engines have specific requirements and weaknesses, A literature search for any given engine will usually turn up a wealth of information, probably far more than needed.
In outlining engine performance desired, the first decision is the compression ratio. Compression ratio affects a large number of performance and driveability factors. Throttle response, economy, bhp per psi of boost, and that intangible, sweet running condition associated with engines eager for action are some of the performance factors determined in large part by the compression ratio.
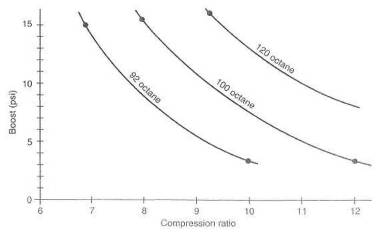
Fig. 13-1. Approximate boost-pressure allowables for varying fuel octanes attd engine compression ratios
Do not be hasty to lower compression ratios just because most OEMs like to do so. The proper compression ratio for the job is determined by lengthy thermodynamic calculation and comprehensive testing. All that good technology has its place, but usable numbers can be generated by some experience and will hold for most general applications. The two largest influences on compression ratio are boost pressure desired and intercooler efficiency. Fuel octane certainly plays a big part, but we are usually limited to using commercially available pump gasoline.
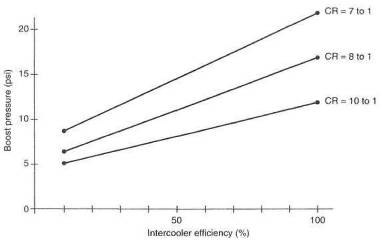
Fig. 13-2. Approximate boost-pressure variation as a function of compression ratio and intercooler efficiency
Calculating a compression ratio change. To calculate a compression ratio, we must know the displacement volume and clearance volume (see glossary)
![]()
or
![]()
where
![]() = displacement volume
= displacement volume
![]() = clearance volume
= clearance volume
Some minor manipulation of the equation will put it into a form that allows easy calculation of clearance volumes for specific compression ratios.
![]()
Example:
400 cid V-8 with CR of 11.0 to 1
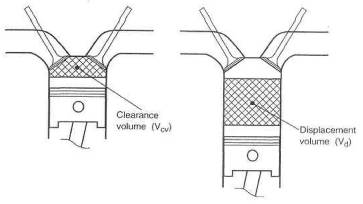
Fig. 13-3. Defining the compression ratio
To change the CR to 8.5 to 1, the new clearance volume will be
Clearly then, to get from the 11.0 to 1 compression ratio to the 8.5 to 1 ratio, 6,67-5,0, or 1.67 cubic inches, must be added to the combustion chamber volume. How one adds this volume can vary, but the math remains that easy.
Changing a compression ratio. A variety of methods exist to change a compression
ratio. Almost all are unacceptable. The crux of the matter is upsetting the
'squish volume' around the rim of the chamber A chamber is designed
so that the charge is pushed toward its center as the piston achieves top dead
center. This is perhaps the strongest deterrent to detonation designed into
the system, as it tends to either eliminate end gas or keep charge turbulence
high. This squish volume is a rim about .3 to
Cylinder head preparation is once again a function of the engine's purpose. A good street turbo engine is usually quite comfortable with a completely stock cylinder head. On the other hand, a full-fledged turbo racing engine will re-quire complete preparation consistent with the type of racing intended.
If the opportunity to prepare a street head presents itself, attention should center largely around assuring that the head is in excellent condition. Flatness of the head gasket surface is of obvious importance. A minimum truing cut would be advisable. All holes should be chamfered and all threads chased with a sharp tap. Every edge and every corner should be deburred. Inspect for casting flash and casting process roughness and remove accordingly. The combustion chambers should be deburred and all edges radiused or blended into the surrounding material. All unengaged spark plug threads should he removed. The purpose is, of course, to eliminate hot spots that could serve as potential ignition sources. The valves themselves should receive similar attention. The quality of the valve seating surface must be first class. Here is the place to spend a little extra money and insure good sealing against the higher pressures induced by the turbo. Quality work on the valve seats will also conduct slightly more heat out of the valves.
Intake and exhaust ports should receive preparation consistent with the objectives of the engine. With a mild street engine/turbo system, a cleanup and matching of ports is logical. Competitive situations are different Airflow rates through turbo engine ports far exceed those through atmo ports; therefore, imperfections cause considerably greater drag. Turbo heads used for competitive events consequently merit a higher degree of port preparation.
Inspect the manifold
mating faces for flatness, and remachine as required. Seldom is there any
requirement to improve sealing at the intake manifold gasket. A boost pressure
of 14.7 psi (on the inside pushing out) is virtually the same as the pushing
'in' with a manifold vacuum of
Seldom will a cylinder block need special attention just because a turbo enters the scene. A good stock block will serve most applications well. But somewhere between higher performance, longer durability and plain old pride of workmanship exists a logical reason to give thought to cylinder block preparation.
Vat the block in hot solvent for convenience of handling, deburr everything, and retap all threads. Decks must be flat. Insure that the decks are equidistant from, and parallel to, the crank center line. Crank bores must be concentric and round. It is extremely important that cylinder bores be round. Vat the block again when all the above is done, to make sure it really is clean.
If one characteristic of a cylinder block could lend a hand to the turbo application, it would be rigidity of the deck surface.
The thought of trying to improve a head gasket should nut imply that the head gasket is a weak link. A new stock head gasket, mated to flat surfaces and accompanied by properly torqued head studs, is a good joint. Head gaskets in general do not tend to ''blow.' Rather, one could say that detonation will blow anything, and the head gasket is often the first thing standing in line. Almost always, the most effective cure for blown head gaskets is control of detonation. Clearly, however, maximum-effort engines must be equipped with maximum-effort head gaskets. Several methods exist for substantially improving a stock head gasket. The fundamental idea is to offer some form of motion barrier that will help the gasket stay put if it is subjected to a few detonation blasts. This barrier usually takes the form of an interlock or mechanical barrier, as shown in figures 13-5,6, and 7.
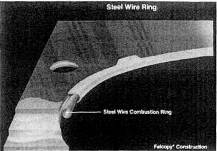
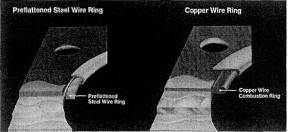
Fig. 13-4. Performance head gaskets. Top: The steel wire ring provides maximum combustion sealability but may brinell aluminum heads. Bottom, left: The pre-flattened steel wire ring has the strength of steel wire sealing with minimum brinelling of aluminum heads. Bottom, right: The copper wire ring will not brinell aluminum heads and offers superior heat dissipation from combustion hot spots.
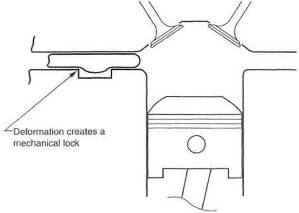
Fig. 13-5. Head gasket improvement by a groove without an O-ring
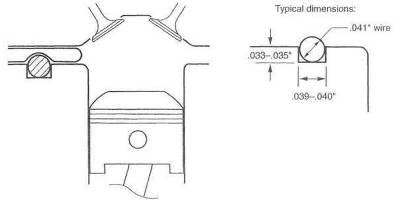
Fig. 13-6. Head gasket strengthened by an O-ring
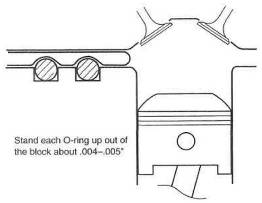
Fig. 13-7, Head gasket strengthened by a double O-ring
An improved head-bolt system can permit greater clamping loads between head and block. The first serious improvement should be to replace bolts with high-strength studs. A properly anchored stud, with its shank bottomed out in the block, will always prove a superior fastener system to a bolt tightened into the block.
It is reasonable to install head studs of the next size up and gain the additional clamp-up force available from higher torque values. Serious forethought should be given to upper-cylinder distortion caused by larger fasteners with higher torque-ups.
The purpose of tightening a bolt, or a nut on a stud, is to put tension into the shaft of the bolt or stud. The extent to which torque gets converted to tension is almost solely dependent on the friction between the threads of the stud and the threaded hole and the friction between the washer and nut. To achieve maximum tension in the shaft for a given torque, friction must be reduced to a minimum.
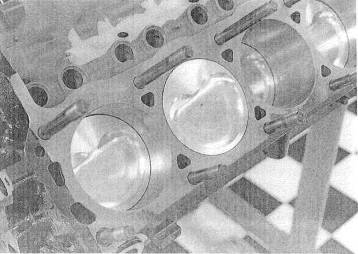
Fig. 13-8. Studs will always hold a head on better than bolts.
This is accomplished by making sure the threads are in perfect condition and the bottom side of the mat is smooth. This limits the number of times a bolt or stud is used, because it becomes scored, gouged, or otherwise damaged. Three times is probably stretching it.
A second and most important means of reducing friction is a proper lubricant on the threads and between the bottom of the nut or bolt head and the top of the washer, Molysulfide lubricants are best. Light oil will do in a pinch. Consult the shop manual or fastener suppliers for torque values. Unless otherwise specified, these values are for clean, dry threads. When using molysulfide, all specified torque values must be reduced by 10% because of molysulfide's extreme lubricating qualities. Light oil requires torque values to be reduced by about 5%. Lubricating these surfaces is of such extreme importance that if forgotten, one must redo the job before start-up.
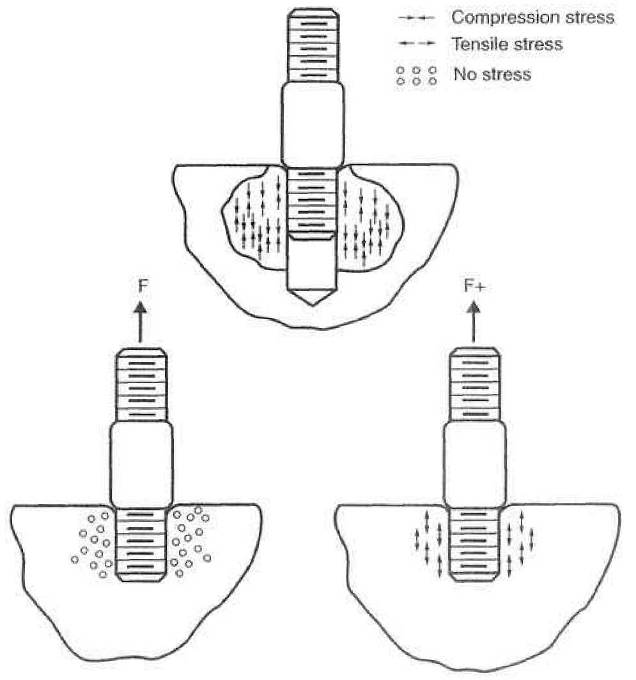
Fig. 13-9. Top: When a stud is torqued up, the shank bottoms out on the chamfer. The stud's threads pall on the shank, inducing compressive stress in the surrounding base metal. Bottom: An upward force applied to the stud pulls the compressive stress back to zero before inducing tensile stress, resulting in lower net tensile stress.
The piston is the weak link in a turbo engine. When turbo system functions go astray, it is the poor piston that usually gets beat up. Heat and heat-induced detonation are the two things that do the most damage to the piston. These two enemies can best be resisted by high-temperature-strength material, the mechanical design of the piston, and heat removal.
Piston materials. Forged aluminum, cast aluminum hypereutectic, and T6 heat-treated hypereutectic alloys are common choices in piston materials. Forged aluminum is, in some cases, considerably stronger than the cast material. It is not, however, without its own peculiar problems. Forged alloys are similar in strength to T6 hypereutectic alloys, with the hypereutectic having the advantage in the ring land area, where great strength is most important.
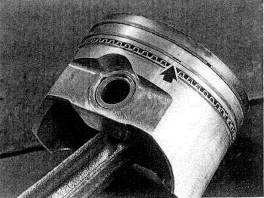
Fig. 13-
Forgings do have the downside characteristic of needing slightly greater wall clearance. Large wall clearances can destroy a piston in small increments during the engine warm-up cycle. If too great a clearance is used, life expectancy can about equal that of an overloaded cast piston. Some of the more modern forgings have conquered the wall clearance problem and make excellent pistons. The problem is, of course, knowing exactly what you have.
Hypereutectic alloy pistons are cast aluminum alloy with a high percentage of silicon. Their most useful characteristics are lower thermal expansion and reduced heat transfer The jury is still sequestered, but it will probably reach a favorable decision. Clearly, these pistons merit investigation prior to choosing the best part for your engine application.
The decision should actually be based on three things: percent increase in the rpm limit, boost pressure, and the presence of an effective intercooler. Keep in mind that inertial loads in pistons skyrocket with increasing; revs, more boost makes more heat, and good intercoolers take out heat. It's all a judgment call. Unless circumstances are highly unusual, street cars with stock redlines will prove more successful with cast pistons. Forgings should be reserved for the high revvers, while T6 hypereutectic alloys can cover almost all requirements.
Mechanical design. A specially designed turbo piston will be somewhat more robust overall than a piston destined for lesser duty. The area of most concern is the thickness of the ring lands. Ring land area is the focus of most of the pounding that knock gives a piston. The thickness of these lands must be a minimum of twice that employed on pistons for atmo engines. Often the details of a turbo piston will include better heat escape routes from the piston crown to the sidewalls.
Heat removal. One way to increase the strength of the piston is to reduce its operating temperature. Two methods seem viable in accomplishing this; ceramic coating on the piston top and/or oil spray on the bottom. With ceramic barriers, it is acceptable for charge temperatures to rise slightly as a consequence of less heat entering the piston. Bear in mind that charge heat is the cause of detonation. Oil spray on the bottom of the piston has proven workable on vehicles as varied as M-B diesels and early '80s Grand Prix cars.
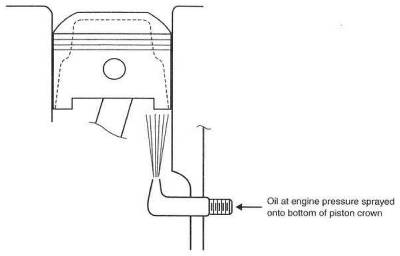
Fig. 13-11. Oil spray onto the bottom of the piston reduces the piston's operating temperature, increasing its strength.
Although not an easy
installation, oil spray should be given the nod first. It should be accompanied
by an increased-capacity oil pump, or at least by a stiffened oil pump relief-
valve spring. Nozzle diameters will need some experimentation, but
The rush to ceramic coat everything that sees fire in the engine is, in this writer's opinion, a bit premature. Keeping heat out of the piston is generally desirable. Conducting heat out of the chamber is equally desirable, 1 feel quite capable of arguing both sides eloquently. Two things are clear: First, if the detonation characteristics of the combustion chamber can stand more heat left in the chamber by ceramic coatings, then raise the compression. Second, when Formula 1 engines use ceramic coatings and we are permitted to know that, we should, too. Until that time, ceramic coat the exhaust port from the valve to the manifold face and get on with other details.
The turbo has little regard for mechanical smoothness. The fact remains that any engine destined for high-performance preparation gets a complete and thorough balancing, or the end user is simply not serious.
Make no mistake in the fact that turbo performance cams are very different from atmospheric performance cams. The characteristics of long duration and high overlap for atmo cams are unwelcome in a turbo system. The street turbo, which is generally small, operates with exhaust manifold pressure somewhat higher than intake boost pressure. This situation, when presented with long-duration, high-overlap cams, creates a huge amount of reversion. Thus the 'turbo cam' tends to become a low-duration, very limited overlap cam.
The selection of such Items as valve gear, connecting rods, bearings, and rod bolts is independent of the turbo. These items should be selected based on expected rpm limits. In general, stock equipment will prove adequate for virtually any turbo system that keeps rpm limits within the original manufacturer's recommendation.
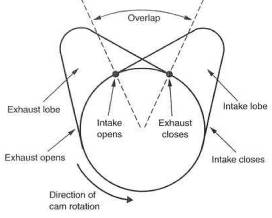
Fig. 13-12. Overlap in the turbo cam should be held to a minimum.
What is the best compression ratio for a turbocharged engine?
There is no such thing as the best or ideal compression ratio. The simple fundamentals are
the lower the compression ratio, the easier it is to produce a lot of boost with no detonation
the higher the compression ratio, the greater the fuel efficiency and nonboosted response
Suppressing detonation is more difficult with a high compression ratio. For all practical purposes, one is forced to use the compression ratio of the standard engine. Serious efforts with intercooling make this both possible and practical.
Is it necessary to change the cam ?
No, decidedly not. Stock cams usually work excellently. For the absolute last word in a super-boost (15 psi) performance turbo car, a change of cam will be necessary, but so will several other things. Leave the stock cam alone and you will generally be much happier.
Will I have to modify the cylinder head or rework the value tram?
No on both counts.
Will I have to use a special head gasket?
Head gasket strength varies tremendously from engine to engine. It is necessary that the stock head gasket be in stock condition. If it is in proper order and the head bolts are properly torqued, boost pressure will seldom dislodge the gasket. Special head gaskets and O-rings are often cures to the wrong problem. They are only poor excuses for not dealing properly with detonation. If detonation is the problem, cure it, and a stock head gasket will usually perform well.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1753
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved