| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
ELECTRON BEAM MELTING EBM
( TOPIRE SELECTIVA CU FASCICOL DE ELECTRONI)
In procesul EBM piesele de metal sun construite strat cu strat din pulbere de metal (metalul se alege in functie de cerinte si piesa) topita de un fascicol de electroni.
Straturile de pulbere de metal depuse sunt foarte subtiri, iar pulberea se topeste exact urmarind conturul piesei definita de un model CAD 3D. Modelul CAD reprezinta desenul piesei 3D, acesta poate fi importat in programul masinii EBM si din alte programe cum ar fi Solid Works.
Masinile de taiere si de suduracu jet de electroni au aceleratii pana la viteze foarte mari,cica junatare din viteza luminii.
Acest sir de electroni cu viteza foarte mare este focalizat intr-un spot de diametru mic, unde energia cinetica a electronilor este transformata in energie termica,topind sau vaporizand local materialele, in functie de ce se doreste, taierea sau sudura materialului.
Procesul se desfasoara de obicei in vid pentru a preveni coliziunile dintre electroni si moleculele de gaz.
Electronii pot fi accelerate si distri buiti intr-un fascicol subtire de catre un camp electric.
Acest fascicol de electroni poate fi focalizat si dirijat prin lentilele de sticla.
Principiul de functionare
Principiul de prelucrare se bazeaza pe utilizarea unui fascicol de electroni cu viteza foarte mare,care bombardeasa si vaporizeaza local piesa.
Se pare ca vaporizarea termica nu este singurul mechanism ce concura la indepartarea materialului din semifabricat.
Procesul de functionare:
fascicolul de electroni loveste materialul pe fundul cavitatii materialului;
transferal energetic produce o crestere a temperaturii;
are loc o emisie termo ionica exponentiala din materialul piesei;
electronii emisi tind sa reduca curentul generat in piesa:
reducerea curentului din piesa este intrerupta de o explozie a materialului supraincalzit in zona de transfer energetic si apoi se expune alt material rece;
cu reducerea emisiei termoionice datorate materialului rece, curentul electronic crescut ridica din nou temperatura in zona energetica si cilcul se repeta.
Materialul este inlaturat printr-o serie de expulzari rapide, de scurta durata.
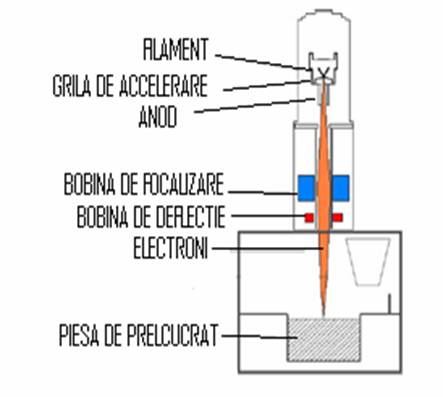
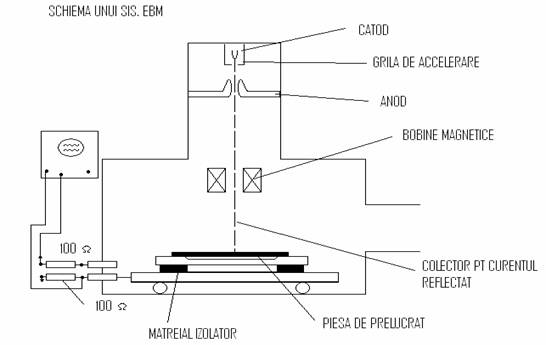
Fascicolul de electroni
Se formeaza intr-un tun electronic, care este o trioda ce se compune din:
-catod, care este un filament de tungsten si care emite electroni;
-o grila de dirijare si accelerare;
-un anod prin care trec electronii accelerate.
Sirul de electroni emis pe suprafata filamentului de tungsten, este accelerat catre anod.
Imediat dup ace au trecut prin anod, ei si-au atins viteza maxima pentru tensiunea de accelerare.
Electronii isi vor mentine viteza pana cand se lovesc de piesa.
Numarul de electroni dintr-un atom depinde de elementul respectiva si este egal cu nr atomic di tabelul lui Mendeleev.
Electronii liberi se pot obtine prin incalzirea suprafetei unui metal cu o cantitate de energie care sa transfere electronilor si acestia parasesc suprafata metalului.
Accelerarea electronilor se poate realiza cu ajutorul unui camp electric.
Daca electronii sunt accelerati intr-un camp electric atunci electronilor le este imprimata o viteza ridicata, in functie de tensiunea de accelerare.
Controlul si focalizarea fascicolului de elecroni
Fascicolul de electroni este controlat cu dispozitive optice precise si este cea mai puternica sursa de calcura disponibila comercial.
Razele luminoase produc radiatii cu unde electromagnetice, a caror continut energetic depinde de temperatura sursei de lumina.
Razele luminoase nu pot fi accelerate pentru a depasi continutul lor energetic.
Emisia de electroni este diferita ca principiu.
Fascicolul de electroni consta in particule incarcate negativ, a caror continut energetic este determinat de masa si viteza particulelor.
Sistemul optic de control permite operatorului ca printr-un stereo-microscop sa observe operatia de prelucrare marita circa 40 de ori.
Inainte ca electronii sa loveasca piesa, se foloseste un sistem de control cu lentile electro-magnetice de putere variabila pentru a putea regla:
-diametru fascicolului de electroni la diametrul dorit
-pozitia piesei.
Tehnologia EBM este utila la taierea unor canale inguste sau unor gauri fine.
Procesul de perelucrare EBM este eficient doar la gauri de diametru mic, deoarece viteza de indepartare a materialului este mica.
Aplicatii
Cele mai frecvente aplicatii ale EBM sunt :
Sudura
Taiarea
Tratamente termice
Gaurirea
Diferite aplicatii necesita diferite tipuri de fascicole de electroni, cu anumite densitati de putere pe diferite suprafete.
-Gaurirea -
Fascicolul de electroni vaporizeaza materialul pana cand se atinge adincimea dorita a gaurii, sau se penetreaza complet piesa respectiva.
Diametrul gaurii depinde de fascicolul de electroni, de densitate,de putere si de energie.
-Taierea unor canale-
Viteza de taiere este dependenta de cantitatea de material ce trebuie indepartata.
La grosimi de piese sub
La grosimi cuprinse intre 0.13-
Uneori sunt necesare mai multe treceri pana se obtine o rugozitate buna.
-Frezarea-
EBM se foloseste si la frezarea unor posibile profile foarte fine.
Piesa este staationara. Fascicolul de electroni este programat pentru a se deplasa.
-Sudarea-
Sudarea cu fascicol de electroni se poate face in aer, daca nu se cere o precizi ridicata.
Cand se impune o precizie ridicata atunci se opteaza pentru sudarea sub vid.
Avantaje
ale prelucrarii EBM
este cea mai precisa tehnologie de taiere posibila;
poate taia gauri foarte mici, pana la
poate taia orice metal sau nemetal cunoscut care poate exista in vid;
nu exista uzura a sculei in acest proces;
se pot executa gauri adanci:
preceizia de pozitionare este
de circa
nu apar defecte de material pe suprafata taiata.
Dezavantaje
toate prelucrarile EBM trebuie sa aiba loc in vid, ceea ce ridica pretul echipamentului si restrange gabaritul pieselor;
deoarece EBM are o viteza mica de prelucrare(0.1 mg/s) comparativ cu frezarea,este eficienta doar la prelucrari fine la piese de gabarit mic.
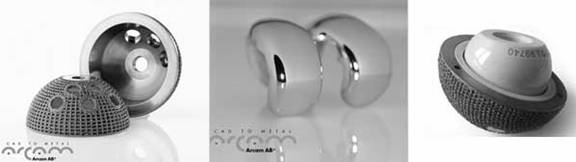
EXEMPLU DE ALTE UTILIZARI ALE EBM:
-IN MEDICINA (IMPLANTURI)

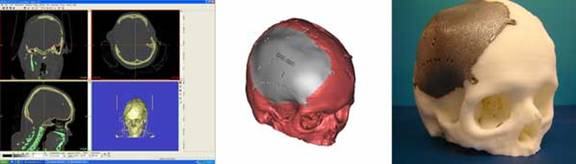
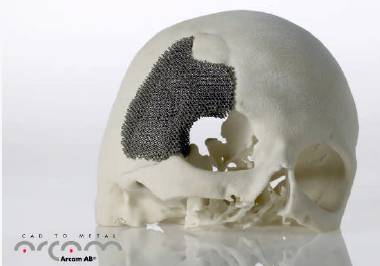
RECONSTRUCTIE CRANIU

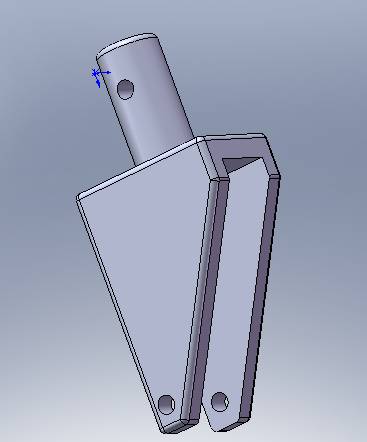
EXEMPLU DE PRELUCRARE PRIN EBM:
 -DESEN
3D AL PIESEI
-DESEN
3D AL PIESEI
 -SIMULARE
EBM
-SIMULARE
EBM
 -REZULTATUL
FINAL
-REZULTATUL
FINAL
EXECUTAREA PIESEI
PRIN TEHNOLOGIE NOUA
Piesa trebuie realizata din otel inox.
-se alimenteaza masina cu pulbere de metal;
-se introduce desenul piesei in programul CAD al masinii;
-se prelucreaza piesa.
Avantaje:
-precizia piesei;
-piesa se executa in intregime pe acceasi masina;
Dezavantaje:
-costul ridicat de prelcurare;
-timpul de prelucrare mare.
PRIN TEHNOLOGIE VECHIE
-se alege materialul;
-se debiteaza materialul in functie de dimensiunea piesei;
-se frezeaza locasul in care se monteaza roata;
-se executa gaurile de fixare pentru roata si pentru prinderea suportului de carucior(facut prin strunjire)
-se asambleaza suportul de furca prin sudura;
Avantaje:
-costul redus de prelucrare.
Dezavantaje:
-pentru prelucrare este nevoie de mai multe masini unelte(masina de gaurit,freza, strung).
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2419
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved