| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
GRUPUL SCOLAR MACIN
JUD TULCEA
PROIECT PENTRU EXAMENUL DE CERTIFICARE A COMPETENTELOR
PROFESIONALE
NIVEL 3 DE CALIFICARE
DOMENIUL TEHNIC
CALIFICAREA PROFESIONALA
Tehnician mecanic pentru intretinere si reparatii
TEMA PROIECTULUI
ANALIZA FACTORILOR CARE DETERMINA ABATERI DE CALITATE A PRELUCRARII PE MASINI SI UTILAJE
I.Argument
Masinile-utilaje trebuie sa aiba o precizie sa satisfaca tolerantele impuse de documentatie, insa este necesar sa fie respectat regimul de lucru prescris.De exemplu, pentru imbutelierea sticlelor de bere este necesar ca masina sa dozeze cantitatea de lichid in limitele de toleranta prevazute la imbuteliere, insa pentru ca operatia sa decurga corect, trebuie respectati parametrii prevazuti in tehnologia de imbuteliere.
Organizarea fluxului de fabricatie impune o amplasare corecta a masinilor in flux, astfel incat un reper care trebuie supus mai multor operatii sa aiba o circulatie continua, sa nu fie nevoie sa fie plimbat de la o sectie la alta.Sunt necesare, totodata, dispozitivele de transport si de depozitare, in care sa fie asezate si protejate reperele, in timpul circulatiei de la o masina la alta, precum si locuri speciale in care sa se izoleze rebuturile, pentru a se elimina posibilitatile de a fi introduse, in continuare, in fluxul de fabricatie.Pe langa acesti factori obiectiv se impune insa si o cultura a productiei fara de care, desi masinile sunt amplasate curoect si exista dotatii speciale pentru transportul si izolarea rebuturilor, se pot deteriora reperele prin asezarea lor incorecta in dispozitive sau se pot introduce in fluxul de fabricatie reperele rebutate.
Mijloacele de masurare trebuie sa corespunda preciziei si domeniului de masurare prevazut in documentatie.Se impune insa existenta unor planuri de control si, totodata, prelucrarea corecta a datelor obtinute cu mijloacele de masurarea.
Sculele, dispozitivele si verificatoarele trebuie sa fie de calitate si in tolerantele prescrie ;este necesar insa ca operatorii sa le utilizeze corect, atat in timpul executarii produsului cat si in faza de control.
Materiile prime trebuie sa corespunda din punct de vere calitativ prevederilor din documentatia, fapt atestat de certificatul de calitate care le insoteste ; se impune insa verificarea parametrilor fizico-chimici, ce trebuie sa corespunda celor mentionati mai putin celor mentionati in certificatele de calitate.
Imbunatatirea calitatii unui produs este determinata de imbunatatirea fiecarei faza care contribuie la realizarea lui, pornind de la conceptia si pana la confruntarea acestuia in exploatarea, atat cu cerintele beneficiarului cat si cu produsele similare existente pe piata.
Piesa, cunoscuta si denumirea de reper, reprezinta elementul cel mai simplu din cadrul unui subansamblu sau ansamblu.Este constituita din una sau mai multe suprafete exterioare sau interioare, de anumite forme contructive, in functie de destinatie si rolul functional in cadrul subansamblului din care face parte.
Pentru satisfacerea in bune conditii a cerintei functionale se impune ca suprafetele piseselor de masini si utilaje, sa aiba o anumita precizie de executie (precizie de prelucrare) a dimnensiunilor, formei geometrice, pozitiei, orientarii si bataii suprafetelor.
Asigurarea calitatii in procesul de productie este determinata de o serie de factori cum ar fi : masinile si utilajele de productie; organizarea fluxului de fabricatie; mijloace de masurare; scule si dispozitive; materii prime si materiale; forta de munca.
Masinile si utilajele trebuie sa aiba o precizie care sa satisfaca tolerantele impuse de documentatia de fabricatie, fiind necesar respectarea regimului de lucru stabilit in specificatiile de proiectare tehnologica. De exemplu, pentru imbutelierea sticlelor , este necesar ca masina sa dozeze cantitatea de lichid in limitele de toleranta stabilite, insa pentru ca operatia sa decurga corect, trebuie respectati parametrii prevazuti in tehnologie (viteza de inaintare a benzii, timpul de imbuteliere).
Organizarea fluxului de fabricatie impune o astfel de amplasare a masinilor, astfel incat sa se asigure o circulatie continua a materialelor aflate in diferite stadii de prelucrare. In acest scop, sunt necesare dispozitive de transport si depozitare in care sa fie asezate si protejate materialele in timpul circulatiei de la o masina la alta, precum si locuri speciale in care sa se izoleze rebuturile, pentru a elimina posibilitatile de a fi reintroduse in fluxul de fabricatie. Pe langa acesti factori obiectivi, se impune insa si dezvoltarea unei culturi a calitatii productiei, ceea ce presupune reglarea corecta a masinilor, fixarea corecta a materialelor de prelucrat in dispozitive si un sistem de mentenabilitate.
Mijloacele de masurare trebuie sa corespunda preciziei si domeniului de masurare prevazut in documentatie. De asemenea, se impune elaborarea unor tehnologii de control adecvate prin care se specifica: verificarile si incercarile produsului pe fluxul de fabricatie; metodele de control si aparatele de masura folosite; criteriile de acceptare.
Sculele si dispozitivele trebuie sa fie in limitele de toleranta prescrise, fiind necesar ca operatorii sa le utilizeze corect.
II.Precizia de prelucrare
2.1Precizia de prelucrare a pieselor
Orice proces tehnologic de prelucrare mecanica prin aschiere este insotit de erori. Acest neajuns duce la obtinerea unei piese care nu corespunde intocmai cu desenul de executie al ei.
Gradul de corespondenta a piesei prelucrate cu desenul de executie poarta denumirea de precizie de prelucrare.
Corespondenta are aspectele ei:
precizia dimensionala
precizia formei geometrice
precizia de pozitie (aspectul macrogeometric
Diferenta dintre piesa prelucrata si piesa data in desen reprezinta intocmai
erorile de prelucrare
Orice proces tehnologic de prelucrare mecanica prin aschiere este insotit de erori. Acest neajuns duce la obtinerea unei piese care nu corespunde intocmai cu desenul de executie al ei.
Gradul de corespondenta a piesei prelucrate cu desenul de executie poarta denumirea de precizie de prelucrare.
Corespondenta are aspectele ei:
precizia dimensionala
precizia formei geometrice
precizia de pozitie (aspectul macrogeometric).
Diferenta dintre piesa prelucrata si piesa data in desen reprezinta intocmai erorile de prelucrare.
Pentru ca piesa sa corespunda scopului functional trebuie ca erorile aparute sa se incadreze in anumite limite: limite care definesc toleranta (corespunzatoare unui anumit indice de precizie). Erorile aparute in timpul proceselor de prelucrare sa pot clasifica in doua grupe:
erori sistematice
erori intamplatoare.
Erorile sistematice pot fi constante sau variabile dupa o anumita lege. Ele sunt erori ale caror marimi si sensuri de actionare sunt sau pot fi cunoscute.
Cauzele aparitiei lor sunt si ele sistematice si pot fi:
uzura sculelor (sau al elementelor din sistemul tehnologic)
alungirea termica a sculelor
schimbarea semifabricatelor (ca material, forma, etc)
Erorile intamplatoare (aleatoare) sunt acele erori care apar intamplator, iar marimile si sensurile de actionare nu pot fi prevazute. Cauzele acestor erori sunt si ele intamplatoare, fiind generate de comportarea imprevizibila a unor elemente cum ar fi:
instalarea semifabricatelor (genereaza erorile intamplatoare de instalare)
neomogenitatea (intamplatoare) a materialului semifabricatului
precizia semifabricatului
deformatiile elastice ale sistemului tehnologic
erorile intamplatoare de masurare
erorile sculei (luandu-se in considerare schimbarea ei)
Pentru evitarea rebutului trebuie ca suma erorilor care apar sa fie mai mica sau cel mult egala cu toleranta impusa. Este bine sa se cunoasca, din acest motiv, daca in timpul fabricatiei apar sau nu erori sistematice, fie in vederea eliminarii lor, fie in vederea tinerii sub control a acestora.
Paralel cu erorile sistematice si erorile intamplatoare trebuie cunoscute si
2.1.2 Cauzele aparitiei erorilor de prelucrare
In timpul proceselor de prelucrare prin aschiere apar factori care genereaza erori si care influenteaza precizia de prelucrare.
Cauzele, respectiv factorii, pot fi impartiti in doua grupe:
cele care apar in timpul operatiilor curente;
cele care apar in timpul operatiilor precedente (eroarea de forma, variatia adausului de prelucrare,etc.)
majoritatea cauzelor insa apar in timpul operatiilor de prelucrare.
Durabilitatea pieselor prelucrate mecanic depinde nu numai de precizia macrogeometrica de executie ci si de calitatea suprafetelor prelucrate prin aschiere.
Prin utilizarea diferitelor procese de prelucrare mecanica de degrosare, finisare sau superfinisare se obtin suprafete cu asperitati avind caracteristici geometrice specifice; in acelasi timp parametrii fizico-mecanici ai stratului superficial difera de cei ai materialului de baza.
Deci calitatea stratului superficial este o caracteristica complexa ce cuprinde atat parametrii geometrici, starea geometrica cat si proptietatile fizico-mecanice si chimice ale stratului.
Caracteristicile stratului superficial influenteaza in mod hotarator asupra comportarii in exploatare a piesei noi sau reconditionate.In present nu exista criterii generale pentru aprecierea calitatii stratului superficial, ci doar rezolvari partiale.Astfel sunt standardizate:
microgeometria sau rugozitatea suprafetelor, directia urmelor de prelucrare mecanica si
abaterile macrogeometrice ale formei prescrise pe desenele de executie ale pieselor.
Rugozitatea suprafetei reprezinta asamblul microneregularitatilor ce formeaza relieful suprafetei reale obtinute prin prelucrare se defineste, conventional in limitele unei sectiuni transversale, ideale fara abateri de forma si fara ondulatii.
Conform STAS 5730/1.3-75 rugozitatea se determina cu unul din parametrii :
abaterea medie aritmetica a profilului, Ra;
rugozitatea medie masurata in zece puncte,
Rz inaltimea maxima a neregularitatilor, Rmax.
Rugozitatea se prescrie si indica obligatoriu atunci cand limitarea acesteia este necesara din punct de vedere functional sau al aspectului, chiar daca tehnologia de fabricatie curenta ar asiura cerintele de precizie dimensionala si de rugozitate cerute.
De regula, in apartile scrise ale documentatie de baza valoarea parametrilor de profil se indica prin simbolurile Ra0.4 min.Ra6,3, max.Ra25, sau in locul extremelor - Ra6.3.Simbolurile Rz si Rmax sunt criterii secundare, folosite de proiectant doar cand conditiile functionale impugn si aceste precizari.
3.Factori care determina abateri de calitate
a prelucrarii pe masini si utilaje
3.1Influenta erorilor produse de imprecizia de executie a elementelor sistemului tehnologic (M.D.P.S.) de prelucrare asupra preciziei
Elementele sistemului tehnologic M.D.P.S. nu pot avea o precizie absoluta de functionare, repercutandu-se asupra preciziei pieselor la a caror fabricatie concura.
Cauzele sunt doua:
- erori de fabricatie
- uzuri in sistem
Erorile geometrice ale masinii unelte care produc in ultima instanta abateri de precizie sunt:
- nerectilinitatea si abaterea de la paralelism a ghidajelor
- lipsa paralelismului dintre ghidaje si arborele principal
- bataia radiala si axiala a arborelui principal
- necoaxialitatea celor doua varfuri (mai ales in cazul strungurilor
Cele mai sus enumerate produc in timpul functionarii:
- vibratii transversale ale arborelui principal
- bataia varfurilor din papusa fixa si imprimarea unei traiectorii incorecte cutitului.
Abaterea traiectoriei varfului cutitului de la traiectoria corecta (situata in planul orizontal al axei de rotatie), deplasare efectuata vertical si orizontal.
Aceasta deplasare poate produce:
- conicitatea suprafetei (abatere in plan orizontal)
- obtinerea unei suprafete hiperboloidale (hiperboloid de rotatie), in cazul abaterii in plan vertical.
In situatia in care varful cutitului se deplaseaza atat in plan vertical cat si in plan orizontal, atunci suprafata strunjita va fi de asemenea un hiperboloid de rotatie
Considerand ca
deplasarea cutitului pe verticala se face sub unghiul ![]() iar cea orizontala sub unghiul
iar cea orizontala sub unghiul ![]() , traiectoria finala va fi rezultanta celor doua
miscari.
, traiectoria finala va fi rezultanta celor doua
miscari.
Erori de prelucrare pot apare si datorita uzurii anumitor organe ale masinilor-unelte, care determina pozitia relativa a piesei in raport cu scula. Aceste erori pot fi atat dimensionale, de forma cat si de pozitie.
De exemplu:
- uzura neuniforma a ghidajelor poate duce la obtinerea unor piese cu suprafete prelucrate complexe avand generatoare complexe, datorita abaterii traiectoriei sculei (de la traiectoria normala) atat in plan vertical cat si in cel orizontal.
- uzura arborelui principal (a lagarelor acestuia) duce la obtinerea erorilor de forma, etc., de asemenea o influenta negativa asupra preciziei de prelucrare o mai are si inexactitatea de executie a dispozitivelor, ca urmare a erorilor pieselor componente sau a montarii.
3.2. Influenta uzurii sculei asupra preciziei de prelucrare.
In timpul procesului tehnologic de prelucrare mecanica fenomenul uzurii sculei aschietoare influenteaza in mod preponderent precizia dimensionala si calitativa. Datorita unor factori tribologici si termici intre piesa si scula sau intre scula si aschie, in situatia din fig. 3.14. uzura cutitului de strung se pastreaza.
|
Fig. 3.14. |
Se cunoaste ca uzura sculei, in afara preciziei de prelucrare, mai influenteaza si conditiile de aschiere inrautatindu-le prin producerea incalzirii sculei, ducand la marirea consumului de energie.
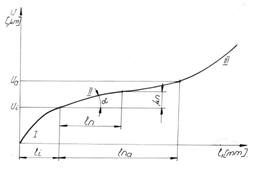
Din punct de vedere tehnologic ne intereseaza uzura pe
directie normala (![]() ) la suprafata piesei, numita uzura
dimensionala, ea fiind cea care influenteaza direct precizia
prelucrarii. Indiferent de felul uzurii, aceasta variaza dupa o
lege asemanatoare din fig. 3.15.
) la suprafata piesei, numita uzura
dimensionala, ea fiind cea care influenteaza direct precizia
prelucrarii. Indiferent de felul uzurii, aceasta variaza dupa o
lege asemanatoare din fig. 3.15.
Faza I - dupa
aproximativ 1000-
- aici apare uzura initiala (ui)
- fenomenul se desfasoara rapid si intr-un timp scurt (10-15 min.)
Faza II - aici se constata o crestere mai inceata a uzurii si intr-un timp mult mai mare.
Faza III - cresterea brusca (accentuata) a uzurii sculei.
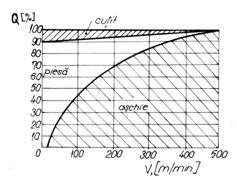
Uzura sculei depinde de mai multi factori: parametrii regimului de aschiere, materialul piesei, sculei, etc.
 arata dependenta uzurii in cazul
strunjirii fontei si otelului fata de:
arata dependenta uzurii in cazul
strunjirii fontei si otelului fata de:
v [m/min] - viteza de aschiere
s [mm/rot] - avansul de lucru
t [mm] - adancimea de aschiere
|
Fig. 3.15 |
Cel mai mult studiata este influenta vitezei de aschiere v [m/min] asupra uzurii.
3.3. Influenta deformatiilor elastice ale sistemului tehnologic asupra preciziei de prelucrare
Deplasarea relativa a sculei fata de semifabricat influenteaza sensibil precizia de prelucrare.
Aceasta se datoreaza fortelor de aschiere si variatiei acestora. Atat timp cat exista deplasari relative, sistemul M.D.P.S. (masina-unealta, dispozitiv, piesa, scula)
este considerat un sistem deformabil, deci un sistem elastic. Aceasta caracterizare este determinata in primul rand de rigiditatea sistemului tehnologic elastic M.D.P.S.
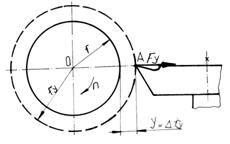
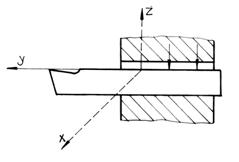
![]() - componenta normala a fortei de aschiere (pe
directia y-y)
- componenta normala a fortei de aschiere (pe
directia y-y)
![]() - deplasarea
taisului sculei in raport cu piesa, pe directia de
actionare a fortei.
- deplasarea
taisului sculei in raport cu piesa, pe directia de
actionare a fortei.
Se considera deplasarea y, ca avand cea mai mare importanta, deoarece ea influenteaza in modul cel mai direct precizia (dimensionala) de prelucrare.
|
Fig. 3.23 |
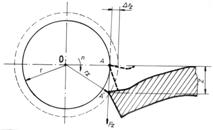
In fig. (3.23) se prezinta deformatia datorita
fortei ![]() (componenta
principala), care produce pe langa o deplasare z a muchiei
aschietoare si o deformatie
(componenta
principala), care produce pe langa o deplasare z a muchiei
aschietoare si o deformatie ![]() ceea ce este tocmai eroarea pe raza (adica pe
directia y-y).
ceea ce este tocmai eroarea pe raza (adica pe
directia y-y).
|
Fig. 3.24. |
In mod asemanator, deplasarea y pe directia y-y. este data de componenta normala Fy (fig. 3.24)
3.4. Rigiditatea
Marimea rigiditatii sistemului influenteaza simtitor precizia de prelucrare, mai ales in cazul valorilor specifice ridicate ale parametrilor regimului de aschiere (cum ar fi cazul prelucrarilor de degrosare).
Este evident ca numai o parte din erorile care apar in timpul prelucrarii se datoreaza deformatiilor elastice. Rezulta ca ele trebuie sa reprezinte asemanator doar o fractiune din toleranta care trebuie asigurata.
Trebuie subliniat ca in
toleranta ![]() a piesei trebuie
sa se includa (sa se incadreze) deformatiile sistemului
tehnologic elastic M.D.P.S.
a piesei trebuie
sa se includa (sa se incadreze) deformatiile sistemului
tehnologic elastic M.D.P.S.
3.5. Influenta erorilor de reglare a sculei ![]() asupra preciziei
asupra preciziei
Acest caz apare in situatia fabricatiei de serie sau masa, unde este vorba de obtinerea automata a dimensiunilor specifice sistemelor tehnologice reglate in prealabil (la cota)
Se vor considera numai acele erori care tin cont de reglarea sculei la dimensiune, adica modul de micropozitionare a ei in raport cu toleranta impusa. Este exclusa eroarea datorita aportului reglorului, sau cea datorata sculelor reglate sub centru, etc., erori care creeaza abateri dimensionale si de forma.
3.5.1. Reglarea optima la dimensiune a sculei.
In general vorbind, reglarea la dimensiune a sculei exprima o anumita pozitionare in campul de toleranta prevazut O reglare se poate considera buna (optima), daca intre doua reglari consecutive numarul de piese prelucrate este maxim (cat mai mare).
In cazul unei productii de serie si masa, reglarea sculelor poate fi corespunzatoare daca se analizeaza un lot n=210 piese numit lot de proba si se trag niste concluzii prezumtive. (N1 = nr. de piese din lot, ce trebuie prelucrate).
Prin urmare, cu ocazia reglarii sculei la dimensiune, in baza unui lot de proba, poate sa apara o prima eroare datorata faptului ca numarul de piese din lotul de proba este prea mic pentru a putea caracteriza intreaga serie N1 de piese.
3.6. Influenta erorilor de instalare a semifabricatului asupra preciziei de prelucrare
Inaintea inceperii prelucrarii propriu-zise, orice piesa trebuie orientata in raport cu directia avansului si scula aschietoare.
Suprafetele folosite la orientarea pieselor se numesc baze.
Aceste baze se divid in:
baze tehnologice;
baze de masurare
Eroarea de pozitionare ![]() depinde de precizia cu
care se face pozitionarea (deplasarea) sculei.
depinde de precizia cu
care se face pozitionarea (deplasarea) sculei.
|
Fig. 3.34 |
3.7. Influenta tensiunilor interne asupra preciziei de prelucrare
Tensiunile interne existente in semifabricat sau piesa finita pot provoca deformarea piesei sau pot declansa, prin aparitia crapaturilor, distrugerea totala a ei. Deformarea pieselor afecteaza deci precizia de prelucrare.
Se disting, in general, trei grupe de tensiuni interne si anume:
- cele legate de dimensiunile pieselor, formate in volume mari (macroscopice)
- tensiuni formate la nivelul structurilor cristaline superficiale (microscopice)
- tensiuni interne legate de volume ultramicroscopice.
Primele doua grupe prezinta interes din punctul tehnologic de vedere, al preciziei de prelucrare (mai ales prima categorie).
Cauzele care determina aparitia tensiunilor interne pot fi:
- constructive
- tehnologice
3.8. Influenta deformatiilor termice ale sculei asupra preciziei prelucrarii
Dupa cum se stie procesul de aschiere este insotit de fenomene termice datorate in principal de caldura formata in zona aschierii sau provenite de la sursele exterioare.
Astfel, regimul termic, influenteaza nefavorabil reglarea sculei la dimensiune, toate elementele sistemului tehnologic elastic M.D.P.S., cu urmari care duc la schimbari ale pozitiei reciproce, etc., efecte care se repercuteaza asupra preciziei de prelucrare.
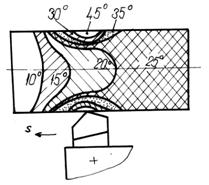
|
Fig. 3.32 |
Figura 3.32 ilustreaza modul de repartizare a caldurii in zona de aschiere.
Din figura rezulta ca in general cea mai mare parte din caldura este absorbita de aschie, apoi de piesa si cea mai mica parte de scula.
Precizia de prelucrare, deci, este influentata negativ indeosebi de cantitatea de caldura absorbita de piesa si scula, acestea ramanand in contact tot timpul prelucrarii.
Judecand din punct de vedere termic, sistemul tehnologic de prelucrare se afla succesiv in doua stari:
starea nestationara (regim termic tranzitoriu);
starea stationara.
Starea termica nestationara apare la pornirea masinii, mai ales dupa o oprire mai indelungata.
Starea termica stationara se considera atunci cand se realizeaza un echilibru intre aportul de caldura si pierderile de caldura. Acest lucru prezinta de fapt un fel de echilibru termic. Diferitele elemente ale sistemului tehnologic isi pastreaza temperatura constanta sau aproximativ constanta intr-un interval de timp.
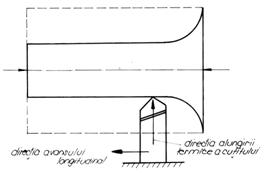
|
Fig. 3.33 |
In fig. 3.33 respectiv se ilustreaza directia de actiune a componentei alungirii termice a sculei, precum si eroarea de generare cauzata de aceasta.
Chiar daca in
scula patrunde o cantitate relativ redusa de caldura,
cercetarea-experimentala a demonstrat ca alungirile termice
rezultante ajung pana la 100 m (
Pentru a impiedica influenta negativa a alungirii termice a sculei asupra preciziei de prelucrare se recomanda folosirea de sisteme de racire-ungere corespunzatoare, adecvate diferitelor situatii ale prelucrarilor prin aschiere. Este evident ca prin aceasta se va raci intreg sistemul MDPS, mai ales aschia, piesa si scula, conditiile de lucru fiind mult imbunatatite.
Dupa cum se stie o parte din caldura produsa in zona de aschiere precum si mai ales cea rezultata ca urmare a frecarilor ce apar in mecanismele componente ale masinii-unelte se transmit in corpul acesteia, afectand in mod diferit precizia de prelucrare.
Referindu-se la strung, caldura
inmagazinata in papusa fixa produce deplasarea (ca urmare a
dilatarii) arborelui principal cu valorile ![]() si
si ![]()
Aceste alungiri, in general depind de regimul de aschiere si de regimul de functionare in timp al masinii
3.9Concluzii
experimental s-a constatat ca in cazul prelucrarilor pieselor masive erorile de prelucrare datorate factorilor termici sunt mici si pot fi chiar neglijate (mai ales in cazul prelucrarilor unor suprafete relativ mici)
- la prelucrarea pieselor cu pereti subtiri si cu suprafete relativ mari, deformatiile pieselor (deci si erorile) pot atinge valori comparabile cu tolerantele lor (corespunzatoare treptei a 6-7 de precizie);
- se impune, ca o consecinta, o atentie sporita in cazul prelucrarilor de finisare (mai ales), unde se poate produce chiar deformatia termica a semifabricatului;
- totodata se recomanda a se lua in considerare faptul ca la prelucrarea suprafetelor interioare erorile sunt mai mari, ca urmare a caldurii inmagazinate mai mari (cedare termica mai dificila);
|
Fig. 3.52 |
Figurile 3.52 si 3.53, ilustreaza campul termic din materialul semifabricatului in timpul prelucrarii, respectiv eroarea rezultata in final.
|
Fig. 3.53 |
Ca recomandare generala, in vederea diminuarii efectelor factorului termic asupra preciziei de prelucrare, este utilizarea unui sistem de racire corespunzator.
Cauzele constructive: se datoreaza formelor constructive ale pieselor (s-au tratat la disciplinele rezistenta materialelor si organe de masini).
Cauzele tehnologice: se datoreaza tehnologiei de obtinere a piesei, mai ales tehnologiei de elaborare a semifabricatului sau a tratamentului termic aplicat, etc.
Aici sunt semnificative:
- modificarea volumului semifabricatului sub actiunea temperaturii la incalzire sau racire (neuniforma)
- modificarea de volum ca urmare a deformatiilor elastico-plastice neuniforme
- modificarea volumica determinata de transformarile de faza ale materialului.
Este de la sine inteles ca in timpul elaborarii semifabricatelor prin diverse procedee ca: turnare, forjare, laminare, matritare, etc.; precum si in timpul tratamentelor termice, iar anterior in timpul insasi aschierii, temperatura si presiunile care se dezvolta genereaza aparitia tensiunilor interne.
Frecvent, in urma aschierii, intalnim fenomenul de ecruisare care introduce tensiuni interne in material. Adancimea stratului ecruisat si implicit eforturile unitare, in cazul aschierii, depind de calitatea materialului precum si de caracteristicile procesului de aschiere.
Putem trage concluzia ca regimul de aschiere are o mare influenta asupra tensiunilor interne. Fiindca tendinta de marire a volumului stratului superficial deformat este franata de straturile interioare de metal nedeformat, stratul exterior este supus unor tensiuni de compresie iar straturile interioare unor tensiuni de intindere.
Efectul caldurii degajate in timpul procesului de aschiere este urmatorul:
- la o strunjire cu viteze cuprinse in domeniul 80-170 m/min, temperatura stratului superficial se ridica la 600-800 C, iar in cazul rectificarilor rapide chiar in jurul a 800-1200 C. Aceasta incalzire produce o marire volumica a straturilor exterioare, impiedicata de straturile interioare reci. Astfel rezulta si aici tensiuni de compresiune in straturile superficiale.
Daca nu aplicam obisnuitul tratament de detensionare, s-ar produce microfisuri sau chiar deteriorarea piesei. Acest fenomen apare mai ales dupa prelucrarile de degrosare, prelucrare care strica echilibrul tensiunilor interne ale semifabricatului.
Este cunoscut faptul ca tensiunile interne ale pieselor forjate, matritate, laminate, trefilate si aschiate pot fi detensionate printr-un tratament de recoacere (ex. la piesele din fonta detensionarea se poate face prin imbatranire naturala sau artificiala).
De retinut este si faptul ca tratamentele termice provoaca tensiuni interne nu numai prin modificarile volumice datorita temperaturii, ci si datorita transformarilor de faza (ex.: descompunerea austenitei reziduale; transformarea martensitei tetragonale in martensita cubica; formarea amestecurilor mecanice de ferita si carburi-troostita sau sorbita). Disciplinele anterior studiate, tehnologia materialelor de exemplu, trateaza o serie de cazuri ale tensiunilor interne intervenite in situatia semifabricatelor turnate, matritate, forjate, laminate, etc., nefiind cazul sa revenim aici cu amanunte.
Esential este faptul ca efectul tensiunilor interne asupra preciziei de prelucrare este deloc neglijabil. Prin alegerea diferitelor tipuri sau procedee de prelucrare putem influenta in mod deosebit efectul acestora, contracarandu-le
2.2. Metode de determinare
a preciziei de prelucrare
In productia de unicate nu putem semnala aparitia erorilor intamplatoare. In conditiile fabricatiei de serie si masa, un studiu corespunzator al preciziei de prelucrare nu se poate face fara analiza sistematica a fenomenului, analiza bazata
pe teoria probabilitatilor si statistica matematica.
Se impune deci apelarea la metodele statistice in primul rand, deoarece erorile sistematice si intamplatoare apar simultan, iar studiul erorilor intamplatoare nu poate fi facut decat numai prin asemenea metode.
Totodata rezultatele obtinute astfel pot fi considerate ca fiind cele mai rele. De asemenea, concluziile pot fi generalizate si pentru alte cazuri de prelucrari asemanatoare, pe acelasi sistem tehnologic.
Analizand desfasurarea procesului de fabricatie, trebuie sa rezulte informatii privitoare la:
legea care guverneaza distributia dimensiunilor
posibilitatile de precizie si reglare a utilajelor
stabilirea in timp a conditiilor de desfasurare a procesului de fabricatie.
3.4. Metode de obtinere a preciziei de prelucrare
Tinand cont de tipurile de productie existente, metodele de obtinere a preciziei de prelucrare sunt urmatoarele:
a. metoda trasajului;
b. metoda (luarii) aschiilor de proba;
c. metoda obtinerii automate a dimensiunilor.
Tipurile de productie carora le sunt caracteristice aceste metode sunt:
1.productia individuala: - (a)
2.productia individuala si de serie mica: -(b)
 3.productie
de serie mare si masa: - (c)
3.productie
de serie mare si masa: - (c)
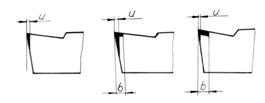
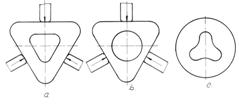
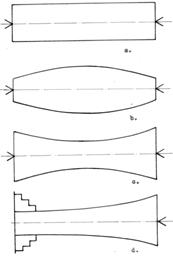
In fig. 3.28 se prezinta erorile caracteristice pe care le pot primi piesele ca urmare a influentei rigiditatii sistemului tehnologic elastic.
a-fara eroare (cazul ideal);
b-eroare datorata deformarii elastice a piesei prinsa intre varfuri;
c-eroare datorata dilatarii sculei (prindere intre varfuri);
d-eroare datorata dilatarii sculei (prindere in consola).
|
Fig. 3.28 |
Un alt caz specific al deformarii este cel al prelucrarii bucselor de strangere in dispozitiv (fig. 3.29).
Cazul:
a-strangere in dispozitiv, cauzeaza deformarea alezajului existent;
b-prelucrarea in pozitie stransa;
c-alezajul obtinut (deformat) dupa inlaturarea fortelor de strangere in dispozitiv.
Remediul il constituie prinderea piesei intr-o bucsa despicata, iar aceasta la randul ei stransa in universalul masinii-unelte cu care se prelucreaza (fig. 3.30).
Aceasta eroare este notata cu:
Eroarea de masurare ![]() este egala cu cel
mult
este egala cu cel
mult ![]() valoarea unei
diviziuni (data de precizia aparatului de masura). Sunt date
tabelar.
valoarea unei
diviziuni (data de precizia aparatului de masura). Sunt date
tabelar.
|
Fig. 3.30 |
|
Fig. 3.29 |
IV.MASURI DE TEHNICA A SECURITATII MUNCII,
PREVENIRE SI STINGERE A INCENDIILOR LA
LUCRARILE DE INTRETINERE REPARARE SI EXPLOATARE A MASINILOR SI UTILAJELOR
In tara noastra, protectia muncii face parte integranta din procesul de munca, avand ca scop asigurarea celor mai bune conditii de munca, prevenirea accidentelor de munca si a imbolnavirilor profesionale.
Caile principale pentru aplicarea masurilor de tehnica a securitatii muncii in societatiele comerciale sunt :
Controlul periodic al starii utilajelor, al starii ingradirilor si dispozitivelor de protectie de la masinile-unelte, aparate si mecanisme, al starii de functionare a instalatiilor de ventilatie si incalzire, al curateniei locurilor de munca, atelierelor si al spatiilor sanitare;
Verificarea starii si utilizarii de catre muncitori a dispozitivelor si instalatiilor de siguranta (ochelari de protectie, masti impotriva prafului sau a gazelor, etc.);
Urmarirea respectarii de catre muncitori a regulilor de igiena personala, in special in locurile de munca in care se lucreaza cu substante nocive;
Difuzarea prin diverse forme a masurilor de tehnica a securitatii muncii si a intructajului periodic al muncitorilor privind problemele protectie a muncii.
Raspunderea asigurarii si aplicarii masurilor si normelor de tehnica a securitatii muncii revin conducatorului societatii comerciale, precum si tuturor persoanelor - ingineri, tehnicieni si maistri - care au atributii de organizare, conducere si control in procesul de munca.
In societatile comerciale de transporturi si in uzinele de reparatii, urmarirea respectarii masurilor si normelor de tehnica a securitatii muncii revine unui salariat special desemnat prin ordinal conducerii societatii comerciale fiind subordonat inginerului sef. In societatile comerciale mici, aceste functii de protectie a muncii se sanctioneaza conform legilor in viguare.
In scopul eliminarii pericolului de accidente la locul de munca este necesar sa se respecte urmatoarele masuri si reguli principale:
La lucrarile care necesita ridicarea automobilului este obligatorie instalarea dupa ridicarea a unor capre si suporturi, care sa impiedice caderea accidentala a unor subansambluri ale acestuia.
Demontarea si deplasarea ansamblurilor grele trebuie sa se faca cu ajutorul unor dispozitive si instalatii speciale.este interzisa folosirea in acest scop a funiilor, rangilor, etc.
Spatiile in care se efectueaza lucrari de reglare ale motoarelor in functiune trebuie sa fie bine ventilate si prevazute cu conducte de captare a gazelor.
Locurile de munca trebuie sa fie mentinute in stare curata si sa fie bine illuminate.
Inaninte de demontare, toate ansamblurile trebuie sa fie golite de lubrifianti si combustibil, care se colecteaza in rezervoare amplasate in conformitate cu normele P.S.I.
Vopsirea parilor componente ale acestora se va executa in incaperi, cabine, boxe, nise, care vor fi prevazute cu instalatii de ventilatie eficienta pentru a se preveni imbolnavirile profesionale.Toti muncitorii din vopsitorie care manipuleaza lacuri, vopsele si materiale decapante vor fi dotati cu imbracaminte de protectie speciala.Se interzice folosirea focului deschis, fumatul, etc. in incaperile unde se executa vopsirea, prepararea sau depozitarea vopselelor.
Benzina se va inamgazina numai in depozite special amenajate iar transportul ei in incinta unitatii se va executa cu ajutorul cisternelor, butoaielor metalice sau cu canistre metalice prevazute cu busoane.Benzina are utilizare de combustibil pentru motoarele cu ardere interna sin u se va folosi sub nici o forma in alte scopuri tehnologice.
La sudarea electrica, intreaba instalatie va fi legata la retea printr-un intrerupator de protectie la pamant pentru prevenirea pericolului de electrocutare. In timpul lucrului, sudorul trebuie sa foloseasca echipamentul de protectie si sa nu imbrace haine umede imbibate in praf metalic, deoarece se expune pericolului de electrocutare.
La sudarea oxiacetilenica, aparatele vor fi prevazute cu furtunuri speciale pentru gaze, legate prin bride pentru mentinerea unei bune etanseitati spre a evita pierderi de gaze, care reprezinta pericol de aprindere si de explozie.Scaparile de gaze se vor controla numai cu spuma de sapun si in nici un caz cu flacara.Se va evita contactul buteliei de oxIgen cu grasimile vegetale, animale sau minerale, deoarece in contact cu oxigenul sub presiune grasimile se aprind producand explozie.Manevrarea robinetului de gaze se vade manual dup ce arzatorul a fost luat in mana in pozitia de lucru.Becurile arzatoare se vor feri de lovituri si se vor pastra intr-o cutie speciala.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3501
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved