| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEMA DE PROIECT

Sa se proiecteze tehnologia moderna de fabricatie a piesei contact legatura permanenta a scaunului ergonomic , material plastic, seria de fabricatie 40 bucati si tehnoliga folosita Turnare sub vid.
Se vor avea in vedere urmatoarele metode de fabricatie :
a) tehnologii de fabricare rapida a prototipurilor ;
b) tehnologii de Rapid-Tooling (turnare sub vid in matrite de silicon, injectie in matrite fabricate prin metal spraying, turnare in modele usor fuzibile) ;
c) tehnologii neconeventionale de prelucrare prin eroziune electrica, prelucrari cu laser, cu jet de apa, etc ;
Prezentati succint tehnologia de fabricare a piesei (si a matritei respective) utilizand tehnologiile clasice utilizate in prezent in Romania. Itinerar tehnologic de fabricatie a matritei respective: - utilizam otel de scule
- debitare, frezare, gaurire
- tratament termic calire, finisare prin electroeroziune
3. Estimati avantajele si dezavantajele tehnologiei neconventionale proiectate, comparativ cu tehnologia clasica utilizata in prezent in Romania. Folositi pentru comparatie urmatoarele criterii :
- timpul de fabricatie;
- costuri;
- calitate (precizie dimensionala si de forma, rugozitate).
1. TEHNOLOGIA NECONVENTIONALA
1.1. Itinerar tehnologic
1.2. Fabricatia prin adaugare de straturi succesive
(Laminated object manufacturing - LOM)
1.2.1. Principiul de lucru
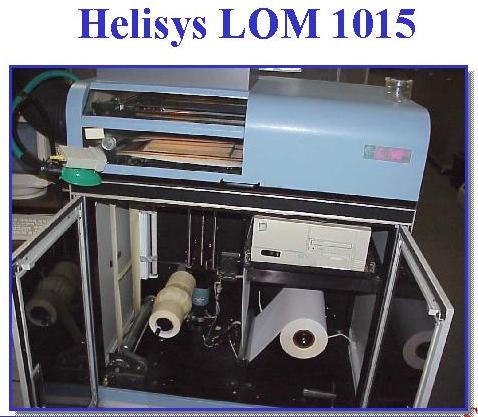
Fabricarea de piese stratificate (LOM) este o metoda de fabricatie in care un model 3D este construit prin adaugarea, lipirea si taierea sectiunilor, intr-un ciclu care se repeta incepand cu primul strat de la baza piesei si terminand cu ultimul strat din varful piesei.
Toate componentele sistemului LOM-1015 sunt controlate de calculator. Componentele de baza ale masinii LOM-1015, cu ajutorul carora pot fi controlate diferitele etape din cadrul procesului de prelucrare, sunt:
Calculatorul electronic si programul LOMSlice;
Laserul cu CO2, sistemul de ghidare prin oglinzi si focalizare a razei laser;
Dispozitivul tip "plotter" de pozitionare in planul xOy a razei laser;
Sistemul de manevra al platformei pe directie verticala;
Sistemul de laminare al straturilor succesive;
Sistemul de alimentare cu material;
Sistemul de exhaustare.
Si aceasta metoda de FRP pleaca de la fisierul *.STL al piesei de prelucrat, care este preluat de soft-ul LOMSlice al masinii LOM-1015. Se efectueaza sectionarea modelului 3D in straturi de grosime egala cu grosimea hartiei si se calculeaza automat profilul piesei din fiecare sectiune, care va fi taiat prin ardere de catre fascicolul laser.
Decuparea incepe cu conturul interior/exterior al sectiunii prin piesa la cota respectiva z. Urmeaza decuparea dupa hasura a materialului in exces si se incheie cu decuparea conturului interior/exterior al cutiei.
In continuare, platforma coboara pe o anumita distanta (aproximativ 60mm), hartia avanseaza, platforma urca din nou, astfel incat la pachetul construit anterior se va adauga un nou strat de material. Rola incalzitoare va rula peste suprafata noului strat de material si-l va lipi peste stratul precedent prin incalzire si presare.
Se reia apoi taierea cu laser si procesul de construire al piesei se incheie cand inaltimea pachetului construit prin depunerea straturilor succesive de material atinge cota zmax a piesei.
Software-ul LOMSlice, este o aplicatie pe 32 biti, cu o interfata cu ferestre de dialog, indicator de progres. LOMSlice este complet integrat cu echipamentul de prelucrare pemitand preprocesarea, executia sectiunilor prin piesa si controlul masinii intr-un singur program.
Sistemul de laminare este reprezentat de o rola incalzita la aproximativ 60s C, a carei pozitie fata de platforma de lucru este controlata cu ajutorul unui microintrerupator. Timpul de fabricatie depinde nu doar de gabaritul piesei ci si de complexitatea acesteia, caracterizata prin numarul de fatete plane triangulare cu care ea poate fi aproximata.
S-a incercat gasirea parametrilor tehnologici optimi pentru fiecare piesa in parte, tinand cont de trasaturile ei de forma, gabarit, precizia ceruta.
Prin cercetarile experimentale realizate, de fabricare a modelelor RP pe masina LOM-1015, s-au adus importanet contributii in urmatoarele directii:
o Optimizarea parametrilor tehnologici prin taierea cu laser in planul X-Y;
o Optimizarea sistemului de lipire a straturilor succesive, pentru imbunatatirea preciziei pe axa Z a pieselor fabricate;
o Optimizarea orientarii pieselor in timpul constructiei;
o Posibilitatea de a estima comportamentul diferitelor forme de modele LOM, in anumite conditii de lucru, printr-o mai buna intelegere a procesului de fabricare.
Unul din criteriile de evaluare a tehnologiilor de FRP este precizia modelelor RP fabricate, mai ales deoarece precizia nu este un punct forte la nici unul dintre procedeele de FRP. Aceste tehnologii de FRP, au multe avantaje( referitoare la posibilitatea de fabricare rapida a unor piese oricat de complexe), dar precizia este comparabila cu cea obtinuta prin tehnologiile clasice de strunjire de finisare sau frezare de finisare.
1.2.2. Componetele masinii LOM-1015
Sistemul laser
Masinile LOM folosesc pentru taierea materialului un laser cu CO2. La masina LOM- 1015 laserul are 25 W. Sistemul optic de conducere a razei laser in vederea taierii stratului curent de material consta din 3 oglinzi si o lentila ce focalizeaza raza laser in planul de lucru. Focalizarea razei laser asigura taierea cel mult a stratului curent de material. Diametrul razei focalizate este de aproximativ 0,25 mm.
Dispozitivul de pozitionare
Sistemul de pozitionare arazei laser pe axele X-Y este de tip "plotter", deplasarea de-a lungul celor doua axe asigurandu-se printr-un sistem de curele dintate, miscarile fiind controlate de motoare pas cu pas. Viteza maxima de deplasare pe cele doua axe este de 380 mm/s in cazul masinii LOM-1015. Precizia de pozitionare pe X-Y este de 0.025mm.
Sistemul de manevra al platformei
Piesa LOM este construita pe o platforma a carei miscare pe verticala este asigurata de un sistemul surub-piulita cu bile, controlul miscarilor platformei fiin efectuat de un motor pas cu pas. Precizia de pozitionare a platformei de lucru este de 0,025 mm la 360 mm inaltime a piesei.
Sistemul de laminare
Sistemul de laminare este reprezentat de o rola incalzita la aproximativ 60s C (210 F), a carei pozitie fata de platforma de lucru este controlata cu ajutorul unui microintrerupator. Prin rostogolirea rolei peste platforma de lucru, acesta preseaza stratul curent de material fata de stratul precedent, concomitent cu incalzirea acestuia. Stratul de material are pe fata inferioara un termo-adeziv ce va fi activat de catre rola incalzitoare si va conduce la lipirea stratului curent de cel precedent. Prin regrlarea pozitiei rolei incalzitoare fata de platforma de lucru, se poate mari sau micsora presiunea exercitata de rola asupra stratului de material. O crestere a presiunii exercitate de rola incalzitoare imbunatateste procesul de lipire a straturilor, prin eliminarea eventualelor bule de aer dintre straturi. Odata cu creste rea presiunii de contact dintre straturi, poate creste si viteza de deplasare a rolei, crescand productivitatea procesului. Totusi, o presiune prea mare exercitata de catre rola incalzitoare poate conduce la deformatii ale pachetului(deci implicit ale modelului LOM). Odata cu presiunea exercitata de catre rola incalzitoare, o atentie mare trebuie acordata si temperaturii acesteia. Fluctuatii ale temperaturii rolei pot conduce la fluctuatii ale temperaturii in piesa cu consecinte negative asupra procesului de fabricatie (dezlipiri ale straturilor precedente, nelipire corespunzatoare). Pentru aceasta, temperatura rolei este controlata de un termocuplu si monitorizata in permanenta de catre LOMSlice.
Sistemul de alimentare cu material
Sistemul de alimentare cu material cuprinde doi arbori, unul pe care se monteaza rola cu material, respectiv al doilea pe care se va rula deseul. Pe langa cei doi arbori, sistemul de alimentare cuprinde cinci role pentru ghidarea foliei de material. Intre cei doi arbori pe care se monteaza rola de material respectiv se va rula deseul, folia va fi in permanenta tensionata, tensiunea fiind asigurata de catre un motor auxiliar. Un senzor montat in circuitul de alimentare cu material sesizeaza lipsa tensiunii (datorita ruperii sau terminarii hartiei) si blocheaza procesul. In aceasta situatie, LOMSlice afiseaza un mesaj de eroare pe ecranul calculatorului.
Sistemul de exhaustare
Taierea materialului de catre unda laser se face cu degajare de fum. Fumul rezultat in timpul procesului se depune pe caile de ghidare ale sistemului de pozitionare a laserului in planul XOY, putand genera erori la deplasarea capului laser. Masina LOM are doua ventilatoare de putere mica, ce in general nu fac fata cantitatii de fum degajate in timpul procesului. Se recomanda ca utilizatorii sa-si construiasca propriul sistem de exhaustare cu un ventilator (montat, de regula, in afara spatiului de lucru pentru evitarea zgomotului), plus conducta de evacuare a fumului ce se poate racorda la masina prin intermediul unei flanse montate in capacul superior al masinii. Totusi, chiar in conditiile in care exhaustarea este corespunzatoare, se recomanada curatarea ghidajelor de pozitionare pe axele X-Y a laserului si a roelelor de ghidare ale acestuia dupa fiecare prelucrare pe masina.
|
Tipul procesului |
Laminare si taiere cu laser |
|
Tipul laserului |
CO2 |
|
Putere laser (W) | |
|
Dimensiunea spotului laser (mm) | |
|
Vteza de taiere pe XY (m/s) | |
|
Precizia pe directia XYZ (mm) | |
|
Grosimea materialului (mm) | |
|
Procesul de laminare |
Presare si incalzire cu rola |
|
Volumul de lucru (mm x mm x mm) |
380x250x350 |
|
Grosimea minima a strtului (mm) | |
|
Gabaritul masinii (m x m x m) |
1.20x0.99x1.27 |
Tab 1. Caracteristici tehnice ale masinii LOM-1015
1.2.3.PROCESUL DE FABRICARE PRIN LOM
Preprocesarea
Preprocesarea are loc in mai multe etape. Prima etapa presupune generarea imaginii piesei plecand de la fisierul STL al piesei de prelucrat, sortarea datelor geometrice de intrare si crearea unor structuri noi de date. Toate acestea sunt efectuate de LOMSliceTM, program ce controleaza atat etapa de preprocesare cat si masina propriu-zisa, efectuand in acelasi timp si sectionarea modelului 3D in format STL.
LOMSlice ruleaza sub Microsoft Windows NT. Primeste ca date de intrare fisiere STL in format binar sau ASCII. Pe baza fisierului STL, LOMSlice creaza fisierul bmp pe baza caruia genereaza imaginea 3D a obiectului pe ecranul calculatorului, precum si fisierul con ce contine lista de conectivitati a triunghiurilor ce aproximeaza suprafata modelului 3D in format STL. Aceasta lista va fi utilizata in continuare de algoritmul on-line de sectionare, pentru obtinerea formei geometrice 2D a fiecarui strat de sectiune prin piesa. LOMSlice permite translatia, rotatia, scalarea copierea in oglinda a modelului in vederea unei orientari optime a acesteia pe platforma masinii. In cazul in care este necesara prelucrarea mai multor modele, acestea se pot concatena intr-un singur fisier STL, pentru a fi prelucrate simultan.
Construirea modelului
Construirea modelului se face din straturi subtiri de material care are pe una din fete un termo-adeziv. Straturile sunt taiate de o raza laser cu CO2. Ciclul de prelucrare al unei piese contine urmatoarele etape:
in functie de dimensiunile maxime ale piesei (conform orientarii piesei fata de sistemul OXYZ) aceasta este incadrata de catre LOMSlice intr-un paralelipiped dreptunghic. Peretilor verticali ai acestuia, utilizatorul le va indica o grosime (in mod uzual 5-10 mm) astfel incat cutia rezultata sa confere o stabilitate a pachetului de straturi succesive in timpuil construirii. Piesa este tangenta interior la peretii acestei cutii;
LOMSlice genereaza o sectiune orizontala plana prin piesa z=gs, unde gs este grosimea hartiei folosite. In acet fel sunt determinate coordonatele perimetrului piesei in planul de sectiune curent. Totodata sunt stabilite si traseele de hasurare (crosshatch) pentru excesul de material in aceeasi sectiune, precum si pentru peretii cutiei ce incadreaza piesa. Materialul in exces din fiecare strat constituie suport pentru stratul urmator;
Calculatorul conduce fascicolul laser focalizat in planul de lucru, prin intermediul unui dispozitiv de tip "plotter" ale carui miscari sunt comandate de catre motoare pas cu pas. Planul de lucru coincide cu planul de focalizare al razei laser. Datorita acestui fapt, raza laser va decupa intotdeauna numai in stratul curent de material. Decuparea va incepe cu conturul interior/exterior al sectiunii prin piesa la cota respectiva z. Urmeaza decuparea dupa hasura a materialului in exces si se incheie cu decuparea conturului interior/exterior al cutiei;
Platforma pe care se construieste piesa strat cu strat, coboara pe o anumita distanta (aprox 60mm), astfel incat materialul sa poata inainta cu un pas. Dupa aceasta, platforma de lucru urca din nou, astfel incat la pachetul construit anterior se va adauga un nou strat de material. Rola incalzitoare va rula peste suprafata noului strat de material si-l va lipi de stratul precedent prin incalzire si presare;
Un microintrerupator va controla in permanenta inaltimea pachetului si va trimite informatia calculatorului. De asemenea, el va sigura ca stratul curent de material sa fie situat in planul de focalizare al razei laser. LOMSlice va calcula coordonatele perimetrului (interior/exterior) piesei in noul plan de sectiune. Raza laser va decupa noul contur de sectiune al piesei, al cutiei, precum si hasurile materialului in exces. Urmeaza o noua coborare a platformei de lucru, avansarea materialului cu un pas, lipirea noului strat de material de catre rola incalzitoare, determinarea inaltimii pachetului, calculul formei sectiunii prin pisesa la noua cota.
Procesul de construire al piesei se incheie cand inaltimea pachetului construit prin depunerea straturilor succesive de material atinge cota zmax a piesei.
1.2.4. Materiale folosite
Materialul cel mai simplu si mai putin costisitor este hartia LOM. Piesele prelucrate din hartie au caracteristici mecanice si aspect fizic similar cu piesele confectionate din lemn. Rolele de hartie livrate de catre Helisys Inc., sunt de doua calitati: standard si high performance si de grosime 0,1067 mm. Intre parametrii de lucru ai masinii se va specifica si grosimea hartiei folosite, deoarece LOMSlice tine cont de aceasta atunci cand calculeaza marimea incrementului folosit la sectionarea piesei cu plane orizontale. Sunt folosite curent si materiale plastice, metalice, materiale compozite si respectiv materiale ceramice.
|
Propietati |
Valoare |
|
Densitate |
1.449 g/cm3 |
|
Caldura specifica in plan (la 25s C) |
1.455 J/g sC |
|
Caldura specifica transversala (la 25s C) |
1.410 J/g sC |
|
Caldura specifica in plan (la 50 s C) |
1.786 J/g sC |
|
Caldura specifica transversala (la 50 sC) |
1.686 J/g sC |
|
Difuzia termica in plan (la 19 sC) |
0.00107 cm2/s |
|
Difuzia termica transversala (la 19 sC) |
0.000344 cm2/s |
|
Difuzia termica in plan (la 100 sC) |
0.0023 cm2/s |
|
Difuzia termica transversala (la 100 sC) |
0.00073 cm2/s |
|
Rezistenta de rupere la tractiune |
66 MPa |
|
Modulul de elasticitate la tractiune |
6.7 GPa |
|
Alungirea la rupere | |
|
Rezistenta la compresiuune in plan |
26 MPa |
|
Rezistenta la compresiune transversala |
3.9 MPa |
|
Modulul de compresiune in plan |
9.3 GPa |
|
Modulul de compresiune transversal |
814 MPa |
|
Deformatia de rupere la compresiune, in plan | |
|
Deformatia de rupere la compresiune, transversala | |
|
Continutul de cenusa |
Tab 2. Principalele proprietati ale hartiei LOM
1.2.5. Posibilitati de utilizare a modelelor LOM
Aplicatiile industriale ale modelelor LOM sunt practic nelimitate, acoperind diverse domenii de activitate dintre care amintim industria aviatica, a automobilelor, a produselor de larg consum, domeniul medical (al implantelor chirurgicale) precum si al cercetarilor in diferite domenii. Modelele LOM sunt ideale in munca de proiectare unde este importanta vizualizarea produsului, verificarea formei geometrice, a functionalitatii produsului, a verificarii corectitudinii montajului acestuia in cadrul unui ansamblu, ca de altfel in industria constructoare de masini la realizarea de prototipuri, de modele pentru pregatirea fabricatiei sau chiar pentru producerea de piese mici in serii scurte de fabricatie.
Vizualizarea modelului
Multe intreprinderi folosesc modelele LOM doar pentru a putea pur si simplu sa vizualizeze practic o idee in munca de proiectare. Un model LOM, odata finisat si vopsit sau lacuit, arata intocmai ca si piesa reala. Deoarece procesul LOM nu este foarte costisitor, multe modele sunt create pentru ca in compartimentele de marketing ale intreprinderilor sa se poata face pe baza acestor studii, o proiectare a pietei in vederea lansarii unor produse noi.
Verificarea formei geometrice si a functionalitatii unui produs
Pe langa vizualizare, un produs LOM permite si verificarea geometriei acestuia si a performantelor lui in timpul functionarii. Prin aceasta modelul LOM ofera producatorilor posibilitatea de a efectua eventuale modificari ale ideilor din proiectare, precum si evaluarea aspectelor estetice ale prototipului in cadrul ansamblului.
Realizare prototipurilor
In mod obisnuit o intreprindere prefera sa analizeze un prototip inainte de a lansa in fabricatie de serie un produs ce implica costuri foarte mari de productie.
Matrite pentru turnarea aliajelor neferoase (RPC)
RPC (Rubber Plaster Casting) este o metoda folosita la producerea de componente de aluminiu avand forme complexe si la care rugozitatea suprafetelor este superioara suprafetei pieselor turnate in nisip. Piesa LOM este folosita ca model in jurul caruia se pune o folie subtire de cauciuc. Peste folia de cauciuc se pune ipsos, iar dupa intarire folia de cauciuc se inlatura. Aluminiul se toarna in cavitatea din ipsos care ulterior se distruge pentru a degaja piesa.
Matrite din cauciuc siliconic
Sunt folosite la obtinerea rapida a pieselor din mase plastice. Un cauciuc siliconic ce se vulcanizeaza la temperatura ambianta, este depus in jurul modelului LOM. Apoi, cauciucul se taie dupa linia corespunzatoare planului de separare dintre cele doua semimatrite. Modelul LOM este inlaturat rezultand astfel matrita propriu-zisa.
Turnarea sub presiune
Procedeul este similar cu turnarea in matrite din cauciuc siliconic, cu deosebirea ca in cazul de fata, materialul este turnat in matrita la joasa ori inalta preiune. Aceasta va avea ca efect o imbunatatire a rugozitatii si preciziei de forma a piesei. De asemenea, densitatea pieselor turnate prin acest procedeu este mai mare decat in cazul pieselor turnate la presiune normala. Se pot turna in mod obisnuit piese din mase plastice ca policarbonate, ABS, polipropilena.
1.2.6. Concluzii privin fabricarea LOM
In conditiile actuale ale economiei de piata, cu o diversitate mare de produse la preturi din ce in ce mai scazute companiile sunt supuse in permanenta unei mari concurente. Producatorii ce doresc sa faca fata acestei concurente trebuie sa caute in permanenta noi cai de dezvoltare si perfectionare a produselor lor, mai rapide si mai putin costisitoare. Necesitand doar cateva ore pentru punerea in practica a unei idei noi, procedeul LOM accelereaza ciclurile de productie prin reducerea timpului de lansare pe piata a produselor. Sistemul LOM este foarte util pentru majoritatea aplicatiilor din domeniul fabricatiei rapide a prototipurilor. Modelele LOM sunt putin costisitoare, cu om buna precizie a formei geometrice si rugozitate buna.



Anexa 1. Exemple de modele LOM
1.3. Fabricarea matritelor din cauciuc siliconic
Pentru fabricarea matritelor din cauciuc siliconic necesare, se parcurg urmatoarele etape de lucru :




1.4. Turnarea sub vid a modelelor din ceara
Dupa curatarea matritei din CS pe suprafata acesteia se aplica o solutie de detensionare care sa impiedice aderenta cerii pe suprafetele active ale acesteia. Se utilizeaza ulei siliconic cu temperatura ridicata de topire ce nu interactioneaza cu ceara topita si favorizeaza procesul de demulare. Se toarna 10 bucati din ceara.
Dupa turnare in matrita si solidificare, modelele fuzibile din ceara sau amestec de stearina si parafina se scot din matrita si se introduc intr-un bazin cu apa rece pentru a se intari si a asigura rezistenta mecanica necesara.

Dupa scoaterea pieselor din ceara acestea se inciorchineaza formand un arbore din ceara(wax tree).


Urmeaza turnarea sub vid a formei ceramice in jurul arborelui. Se pregateste incinta unde se toarna materialul ceramic peste arborele din ceara iar apoi se pregateste amestecul de ipsos. Dupa ce este pregatit se toarna peste arborele de ceara.


Dupa ce s-a turnat ipsosul peste arborele de ceara, acesta este scos afara si racit iar apoi el este introdus intr-un cuptor in care se topeste arborele de ceara si ramane forma ceramica in care se toarna aluminiul.



Urmatorul procedeu este turnarea sub vid a aluminiului pe masina VC 3000. Se cantareste greutatea aluminiului care este necesara pentru turnare si apoi acesta este introdus intr-un recipient foarte bine etansat unde se incalzeste pana ajunge la temperatura de topire el devenind lichid.


Dupa ce metalul a ajuns la temperatura optima acesta este amestecat puternic pentru o mai buna optimizare iar apoi este introdusa matrita ceramica in interiorul masinii si se formeaza vidul si o presiune mare pentru turnarea aluminiului.


Dupa turnare matrita ceramica este scoasa si pusa intr-un bazin cu apa pentru racire iar apoi este introdus in masina de spalare a formei ceramice pentru a ramane doar arborele din aluminiu.



Intr-o ultima faza se taie fiecare piesa de pe arbore iar apoi pentru finisare a suprafetei se face o sablare cu nisip.



2. TEHNOLOGIA CLASICA
2.1. Itinerar tehnologic ale proceselor de prelucrare prin aschiere
Contact
legatura permanenta
2.2. Prezentarea principalelor prelucrari prin aschiere
In constructia de masini, aparate electrice si echipamente electrice intra piese, organe de masini, construite din materiale metalice care necesita o prelucrare precisa implicand procedee tehnologice diverse. Prelucrarile prin aschiere cuprind strunjirea, gaurirea, filetarea, rabotarea, mortezarea, brosarea, rectificarea.
Prelucrarea prin aschiere presupune indepartarea de pe suprafata semifabricatului a adaosului de material sub forma de aschii. Desprinderea aschiei de pe semifabricat presupune o miscare relativa intre sculs si piesa. Miscarea necesara detasarii aschiilor se numeste miscarea principala iar miscarea care asigura eliberarea de aschii se numeste miscare de avans.
Cei mai importanti parametrii care caracterizeaza o prelucrare prin aschiere sunt: adancimea de aschiere, avansul, viteza de aschiere, turatia.
Strunjirea este operatia de prelucrare prin aschiere a suprafetei exterioare sau interioare, a pieselor ce reprezinta corpuri de rotatie, cu ajutorul cutitelor pe masini-unelte din grupa strungurilor.
Piesa de prelucrat executa o miscare de rotatie, iar scula executa miscarea de avans. Strunjirea se poate realiza in una sau mai multe treceri, in decursul carora se realizeaza degrosarea, semifinisarea, finisarea.
Formele cutitelor de strung corespund operatiei pe care trebuie sa o realizeze, fixarea cutitelor se realizeaza cu ajutorul unor suporturi. Pentru prelucrare, piesa se prinde in diferite dispozitive: universal cu trei bacuri, varfuri, inima de antrenare.
Strungurile utilizate pot fi de diverse tipuri, pornind de la strungul normal pana la strunguri cu comanda cu program ( strunguri carusel, strunguri revolver, strungul frontal, strunguri de copiat, strunguri automate si semiautomate). Caracteristicile principale care definesc marimea strungului si posibiltatile de utilizare ale acestuia sunt:
diametrul maxim de strunjire deasupra patului ;
distanta maxima intre varfuri ;
diametrul maxim de strunjire deasupra caruciorului.
Frezarea este procedeul de prelucrare prin aschiere, a suprafetelor plane, cilindrice sau profilate cu ajutorul unor scule cu mai multe taisuri numite freze, pe masini de frezat.
Miscarea principala este realizata de scula, iar miscarea de avans este executata de piesa. Frezele se clasifica in
freze cu coada
freze cu alezaj (STAS577/1-78)
Acestea la randul lor pot fi freze
cilindro-frontale ;
unghiulare ;
cilindrice ;
conice ;
pentru filetat.
De asemenea frezele pot fi clasificate dupa natura dintilor (elicoidala, in zig-zag) dupa forma dintilor (triunghiular, rotund, trapezoidal), pasul danturii ( egal, inegal). Rabotarea este procedeul de prelucrare prin aschiere a suprafetelor plane. Miscarea principala de avans este o miscare de translatie si poate fi executata fie de scula ( la seping) fie de piesa. Aceasta miscare este rectilinie-alternativa si este formata din 2 curse:
cursa activa in care cutitul executa prelucrarea materialului ;
o cursa in gol in care cutitul revine la pozitia initiala.
Cutitele de strung, raboteza si morteza cu care se prelucreaza prin aschiere diferite suprafete sunt standardizate ( STAS 350-82 - cutite de strung, raboteza si morteza); ele se compun din doua parti principale: partea aschietoare si coada. Aceste cutite se clasifica dupa sens, in cutit de dreapta si cutit de stanga, dupa forma canalului si pozitia lui in raport cu corpul, cutitele se clasifica in cutite drepte, inconvoiate, cotite, ingustate. Polizarea este operatia tehnologica de prelucrare prin aschiere a pieselor metalice cu ajutorul unor pietre de polizor. Pietrele de polizor sunt corpuri abrazive rigide, fixate pe masini numite polizoare, care le imprima o miscare de rotatie.
Polizarea se aplica diferitelor piese si consta in curatirea de bavuri si impuritati a suprafetelor si muchiilor semifabricatelor, prelucrari de degrosare si ajustare a pieselor sudate, ascutirea pieselor taietoare.
2.3. Prelucrarea prin eroziune electrica (Electrical Discharge Machining-EDM)
Dintre toate tehnologiile neconventionale, tehnologia de prelucrare prin electro-eroziune (EDM) este cel mai mult utilizata in fabricatia pieselor si sculelor (matrite), atat in tarile dezvoltate, cat si in firmele din Romania.
2.3.1. Principiul de lucru
EDM este procesul de prelucrare a materialelor cu scantei electrice. Zona unde se produc scanteile este inconjurata de un material dielectric. Scula numita electrod nu atinge piesa semifabricat ci este mentinuta la o distanta mica fata de aceasta. Practic, materialul din piesa se indeparteaza utilizand energia termica a scanteilor electrice [roduse in zona de lucru.
Prin EDM se pot prelucra doar materialele co conductivitate electrica. Si electrozii utilizati trebuie sa aiba o buna conductivitate electrica.
Dielectricul utilizat este in genreal un fludi, ce poate fi petrol sau apa deionizata. Fluidul este izolator pana se ionizeaza. La punctul de ionizare, fluidul devine conductiv electric si in zona de lucru poate avea loc scanteierea.
Fluidul dielectric asigura o cale pentru descarcarea dielectrica dintre scula (electrod) si piesa. Initierea descarcarii eletrice apara cand s aplica o tensiune suficient de mare peste interstitiul de lucru, care cauzeaza ionizarea dielectricului si trecerea curentului electric. Tendinta de initiere a descarcarii este mai accentuata atunci cand :
Energia descarcarii electrice vaporizeaza si descompune dieletricul ce inconjora coloana de descarcare electrica. Daca diametrul coloanei de descarcare electrica creste atunci si intensitatea curentului creste. Zona de lucur mica in care are loc descarcarea este incalzita la o temperatura extrem de ridicata, astfel incat, o mica portiune din materialul piesei este prelevata si indertata, datorita depasirii temperaturii de topire. La teperaturile la care se ajunge, nu mai conteaza daca materialul piesei semifabricat a fost tratat termic sau nu. Temperatura de descarcare electrica este destul de ridicata, pentru a prelucra si cele mai dure material cunoscute.
Mai multe caracteristici ale tehnologiei EDM sunt descrise in Anexele Nr. 7, 8, 9.
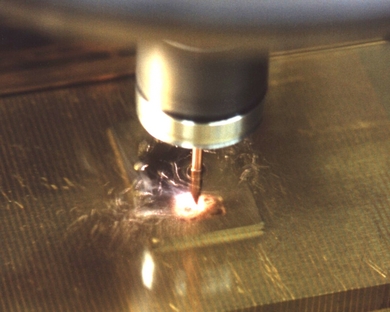
Figura 2.3.1 : Procesul de electro-eroziune
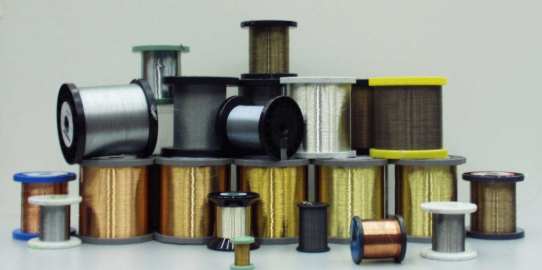
Figura 2.3.2 : Gama de electrozi pentru EDM

Figura 2.3.3 : Piese rezultate prin EDM
3. Comparatie intre tehnologia clasica si tehnologia neconventionala utilizata. Avantaje si dezavantaje.
Se constata ca faptul ca tehnologiile de RP au avut si au o dezoltare exponentiala datorita reducerii timpilor si costurilor de fabricatie a unui prototip si domeniilor in care aceste prototipuri isi gasesc aplicabilitatea. Modelele realizare prin aceste tehnologii pot fi utilizate in orice domeniu : de la aplicatiile industriale si arhitectura pana la chirugia plastica si repararatorie
Cerintele industirale actuale impun uneori folosire unor materiale speciale sau metale dure, a carir prelucarare este dificila utilizand metodele clasice de prelucrare prin aschiere.
Desi initial tehnologiile neconventionale au fost concepute si exeprmentate pentru a rezolva probeleme deosebite si uneroi singulare din diferite sectoare economice, in prezent marea lor majoritate se utilizeaza cu succes in aproape toate ramurile industriale.
3.1. Timpul de fabricatie
Timpul de fabricatie este, poate, cel mai important criteriu dupa care am putea face departajarea acestor doua tehnologii. Daca este sa privim itinerariile tehnolgice ale acestor doua tehnologii vom putea oberva cu usurinta faptul ca TC are un itinerar mult mai complex si format din numerosi pasi (17 la numar) care asigura obtinera in final a matritei pentru turnarea produsului.
TN in schimb are mai putini pasi (4) care conduc la obtinerea matritei pentru turnarea pieselor si inca 3 pasi care duc in final la obtinerea produsului finit.
In cazul TC timpul de fabricatie a matritei este foarte indelungat necesitand prelucrarea pe mai multe masini si deci transferul semifabricatului prin mai multe ateliere. Am estimat ca sunt necesare cam 20-30 ore pentru realizarea acestei matrite. De asemenea in cazul TC este necesar un control metrologic riguros dupa fiecare faza a procesului pentru a vedea daca s-au respectat intocmai tolerantele prescrise de producator.
In cazul TN matrita se fabrica in aproximativ 3 ore necesitand un minim de efort si nefiind necesar un control metrologic, deoarece matrita este copia fidela a modelului "parinte".
Daca ar fi sa judecam timpul de fabricatie al celor 80 de piese ale seriei am putea spune ca aici cele doua tehnologii prevad un timp de fabricatie aproximativ egal, cu putin dezavantaj pentru TC deoarece va necesita un timp mai lung de racire decat in cazult TN, prin prisma faptului ca matrita este realizata dintr-un otel de scule.
3.2. Costuri
Din punctul de vedere al costurilor celor doua tehnologii, am putea spune ca TN are marele dezavantaj al costului ridicat, datorat materialelor necesare care se gasesc destul de greu pe piata, al faptului ca masinile speciale necesare proceslor de SLS si turnare sub vid sunt foarte rare si au cost ridicat de achizitionare (unde va la 3000-4000 de euro). Ar mai trebui mentionat ca manipularea acestor masini si insusirea tehnologiilor de fabricatie necesita o instruire speciala pentru personalul de productie.
TC in schimb presupune costuri in momentul realizarii matritei, fiind necesare o serie de masini si scule aschietoare pentru materilaizarea ei. Si aici am putea invoca necesitatea unei instruiri pentru turnarea produsului, fiind recomandata tehnica injectiei de mase plastice. Controlul metrologic riguros este un alt factor care duce la cresterea costurilor TC.
Observam ca desi TN este poate mai scumpa decat TC, faptul ca are un timp scurt de fabricatie si nu implica atat de mult personal de productie o avantajeaza pe aceasta.
3.3 Calitate (precizie dimensionala si de forma, rugozitate)
Calitatea
reprezinta, in actualul context, criteriul primordial in fabricatia
oricarui produs. TN ofera proprietati calitative mult mai bune decat TC.
Precizia geometrica a pieselor fabricate cu ajutorul TN este influentata
de marimea media a granulelor pulberii metalice, de aproximativ 35-40![]() . Grosimea unui strat depus pe platforma de lucru este de
aproximativ 50
. Grosimea unui strat depus pe platforma de lucru este de
aproximativ 50![]() . Rugozitatea unei piese este de aproximativ 3-5
. Rugozitatea unei piese este de aproximativ 3-5![]() . Printr-o finisare manuala obisnuita rugozitatea poate
fi adusa la o valoare de aproximativ 1
. Printr-o finisare manuala obisnuita rugozitatea poate
fi adusa la o valoare de aproximativ 1![]() . De asemanea faptul ca se toarna in modele care reproduc
exact forma modelului "parinte" duce la obtinerea unei precizii extrem de
ridicate si a unei forme geometrice corespunzatoare.
. De asemanea faptul ca se toarna in modele care reproduc
exact forma modelului "parinte" duce la obtinerea unei precizii extrem de
ridicate si a unei forme geometrice corespunzatoare.
TC nu ofera precizii dimensionale la fel de bune ca si TN, in majoritatea cazurilor fiind necesare prelucrari ulterioare de finisare si rectificare. De asemenea folosirea unor compusi necorespunzatori duce la obtinerea unor suprafete de o calitate extrem de scazuta.
Costul si aprovizonarea cu materiale, masini si tehnologie fac ca TN sa nu fie folosite la o scara atat de larga si fac ca aceste tehnologii sa nu fie rantabile decat in cazul productieie de serie mare pe o scara destul de larga.
3.4. Aplicabilitate
Daca vom privi aceasta antiteza dintre TN si TC din punctul de vedere al aplicabilitatii in sectoarele economice vom observa ca TN au marele avantaj ca isi gasesc aplicabilitatea pe o scara tot mai mare. TC au ramas primordiale in sectoarele economice de baza, ma refer aici la industria metalurgica, a constructiilor de masini, etc. In schimb TN au reusit sa se impuna in sectoarele economice in care nu se puteau aplica TC, avand o larga paleta de aplicabilitate (electro-casnice, farmaceutica, chirurgie, mase plastice, instrumente de masura, etc.). Ne-ar fi si greu de altfel sa ne imaginam folosirea tehnologiilor clasice de aschiere in fabricatia butoanelor de cauciuc pentru diverse instrumente sau in productia de apratura medicala moderna.
Daca la inceput TN s-au folosit in productia de serie mica sau chiar singulara, in actualul context al reducerii costurilor si al timpilor de fabricatie, al folosirii unor materiale ecologice si al folosirii inteligente a materialelor, acum TN si-au gasit o paleta tot mai mare de aplicabiliate chiar si in domenii in care dominau TC.
BIBLIOGRAFIE
Askeland, D.R. The Science and Engineering of Materials, PWS -
Jinescu, V.V. Proprietatile fizice si termomecanice ale materialelor plastice, Editura Tehnica, Bucuresti, 1979.
Bever, M.B., (ed) Encyclopedia of Materials Science and Engineering, vol. 2, Pergamon MIT, 1986.
10. https://www.britannica.com/eb/topic-182854/electrical-discharge-machining
11. https://www.wisegeek.com/what-is-edm.htm
12. https://www.electricaldischargemachining.com/
13. https://en.wikipedia.org/wiki/Selective_laser_sintering
14. https://www.3dsystems.com/products/sls/index.asp
15. https://www.arrk.com/?cmd=sls
16. https://www.conceptual-reality.com/sls.htm
17. https://www.protocam.com/html/sls.html
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3372
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved