| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
conexiunea prin sudura conduce la imbinari rezistente mecanic. In functie de aplicatia curenta se poate utiliza: sudare prin rezistenta electrica, cu laser, cu fascicol de electroni, cu ultrasunete;
conexiunea prin sertizare se realizeaza prin atasarea - presare si deformare - a unui element de conectare de tip papuc la capatul conductorului de conexiune, cu ajutorul unor clesti speciali sau a unor echipamente automate (Fig. ). Aspectul unei conexiuni este prezentata in Fig. a, diverse tipuri de papuci de sertizare in Fig. b si sectiuni ale unor conexiuni in Fig. c. O conexiune sigura presupune utilizarea unor profile ale elementelor de conectare adecvate sectiunii conductorului.
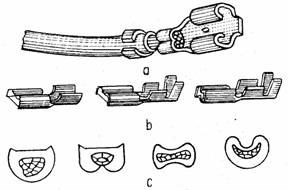
Fig.
conexiunea de tip termopunct se realizeaza prin atasarea firului de conexiune dezizolat la un pin de sectiune dreptunghiulara, prin intermediul unei capse speciale aplicata manual sau automat (Fig. 2: a - sectiune printr-o conexiune de tip termopunct; b - vedere laterala a conexiunii; 1 - manunchi de fire dezizolate si deformate prin presare; 2 - support isolator; 3 - pin de conectare; 4 - arc lamelar curbat de presiune; 5 - distantiere).
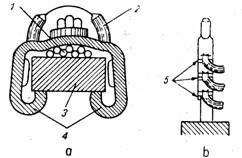
Fig.
conexiunea mecanica surub - piulita este mai putin utilizata in constructia echipamentelor electronice datorita in special rezistentelor electrice de contact destul de ridicate. Conexiunea este recomandata si este extrem de fiabila pentru echipamente ce functioneaza la tensiuni si curenti mari. Un aspect al acestei conexiuni este prezentat in Fig. 3 si Fig. .
conductor clema clema conductor
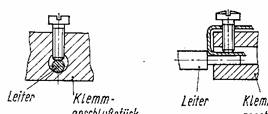
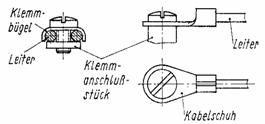
Fig.
Valori ale ratelor de defectare ale unor conexiuni utilizate in aparatura electronica sunt prezentate in Tab. [3]. O comparatie intre fiabilitatea diferitelor tipuri de conexiuni pe baza datelor experimentale este prezentata in Tab. [3].
Tab.
|
Tipul conexiunii |
Rata defectarilor λ [h-1] |
|
Lipire manuala |
|
|
Lipire automata |
|
|
Sudura electrica |
|
|
Sertizare |
|
|
Wrapare |
|
Tab. 2
|
Tipul conexiunii |
Valoarea ratei de defectare λ [h-1] |
Durata testarii (conexiune x ore de functionare) |
|
|
Conexiuni prin lipire |
|||
|
Calculatoare (echipament stationar) |
|
|
|
|
Echipament electronic stationar |
|
|
|
|
Echipament electronic naval |
|
|
|
|
Echipament electronic aeronave |
|
|
|
|
Conexiuni prin sudura electrica |
|||
|
Echipament electronic stationar |
|
|
|
|
Echipament electronic aeronave |
|
|
|
|
Conexiune prin sertizare |
|||
|
Echipament electronic stationar |
|
|
|
|
Conexiuni prin wrapare |
|||
|
Echipament electronic stationar |
|
|
|
Valorile ratelor de defectare a conexiunilor prin lipire sunt relativ coborate. Cu toate acestea ponderea defectarilor datorate conexiunilor prin lipire este suficient de ridicata din cauza numarului ridicat de lipituri din echipamentele electronice. Solicitarile mecanice - vibratii, socuri, acceleratii etc. - la care sunt supuse echipamentele electronice influenteaza nefavorabil fiabilitatea conexiunilor prin lipire.
Sudarea este o metoda de imbinare nedemontabila a doua corpuri solide, cu compozitii apropiate, prin stabilirea, in anumite conditii de temperatura si presiune, a unor forte de legatura intre atomii marginali ai celor doua corpuri de imbinat [1]. Procedeul se poate realiza cu sau fara material de adaos. Sudabilitatea metalelor este o proprietate a acestora care defineste capacitatea lor de a realiza imbinari nedemontabile care sa corespunda conditiilor impuse de exploatare. Pentru oteluri o sudabilitate buna se asigura pentru un continut de pana la 0.4 ‑ 0.5 % C. Dintre fonte, sunt sudabile numai cele cenusii. Cuprul se sudeaza bine daca nu contine O2 mai mult de 0.04 % [3.1]. Alama si bronzul se sudeaza greu. Aluminiul si aliajele sale se sudeaza greu datorita oxidarii metalului topit si conductivitatii termice mari. Se sudeaza bine nichelul si aliajele sale.
Sudarea la rece se aplica pentru imbinarea materialelor suficient de plastice la temperaturi joase: aluminiu, cadmiu, plumb, alama, zinc. Presiunea se aplica brusc sau progresiv. Presiunile utilizate depind de perechea de material de imbinat: de la 10 N /mm2 pentru Pb - Pb la 550 N/ mm2.
Sudarea cu arc electric poate fi directa sau indirecta. La metoda directa un electrod se identifica prin piesa de sudat iar cel de-al doilea electrod este bara metalica ce amorseaza arcul electric. (Fig. 5). Varianta indirecta are la baza incalzirea prin radiatie a piesei de la cei doi electrozi - bare metalice. Arcul electric se stabileste prin aplicarea intre electrozi a unei tensiuni care determina ionizarea aerului din jurul acestora. Electrodul de sudura are miezul din otel iar invelisul are la baza o componenta dominanta cu un amestecat din diverse pulberi si constituie fluxul dezoxidant. Prin acest procedeu se realizeaza contacte electrice din argint - oxid de cadmiu, cupru - tungsten sau alte materiale refractare pe suport din cupru, realizarea termocuplelor etc.
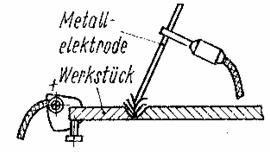
Fig. 5
Sudarea prin presiune este un procedeu extrem de raspandit. In cadrul acestui procedeu sudarea in puncte este cel mai utilizat procedeu in constructia echipamentelor electronice. Procedeul se realizeaza in general la trecerea unui current electric de valori ridicate printr-un contact, incalzirea acestuia la temperaturi inalte si racirea sub presiune (Fig. ). Se sudeaza simultan unul sau mai multe puncte.
Fig. 6
Schema de principiu a sudarii in relief este prezentata in Fig. . Punctele sudate se realizeaza simultan, curentul trecand intre piese prin proeminentele realizate pe una dintre ele.
Fig. 7
Sudarea cu energie inmagazinata este utilizata in cazurile in care este necesara o definire precisa a energiei consumate la sudarea fiecarui punct (Fig. ).
Fazele de functionare ale instalatiei sunt:
incarcarea condensatorului C atasat schemei pe perioada cand intrerupatorul K este deschis si condensatorul este conectat la o sursa de current continuu;
descarcarea condensatorului (cand K este inchis) peste infasurarea primara a transformatorului de sudare.
Pe parcursul desfasurarii procesului de sudare cele doua piese sunt presate cu forta F.
Fig. 8
Sudarea in linie este un procedeu care se realizeaza in acelasi mod cu sudarea in puncte. Deosebirea consta in forma electrozilor care se materializeaza sub aspectul unei role (Fig. ). Cordonul de sudura este uniform si continuu.
Fig.
Sudarea prin presiune cu incalzire prin inductie, cu incalzire prin frecare sunt alte metode folosite.
Principiul de realizare a sudarii prin presiune la rece si vibrare cu ultrasunete este prezentat in Fig. 10. Presiunea asupra pieselor se aplica prin intermediul unei scule care este in acelasi timp si sonotrod (produce undele ultrasonice). Suprapunerea vibratiilor create peste presiunea exercitata asigura energia necesara realizarii sudarii.
Fig. 10
Procedeul de sudare este extins pe scara larga pentru imbinarea cablului flexibil plat la un terminal, la imbinarea terminalelor conductorilor izolati in industria calculatoarelor electronice, la imbinarea conexiunilor izolate etc.
In Fig. , se prezinta solutia principiala de sudare a conexiunilor izolate. Un electrod alimentat in c.a. este utilizat topirea si evaporarea izolatiei conductorului. Pe masura ce materialul izolant se evapora, rezistenta electrica scade brusc iar intre electrozii 1 si 3 realizandu-se sudura dorita.
Fig. 11
Se pot suda componentele electronice pe circuitele imprimate cu un substrat flexibil din sticloepoxid si nichel depus electrochimic.
Industria electronica utilizeaza si alte metode de obtinere a caldurii necesare pentru realizarea sudarii. Se pot aminti astfel:
Laserul. Energia fasciculului luminos este convertita in energie termica la suprafata pieselor de imbinat, spotul luminos fiind focalizat la 0,0025 - 0,5 mm diametru. Energia este reglata prin puterea debitata de sursa de alimentare si dimensiunea spotului.
Fasciculul de electroni. Metoda permite o densitate de 2-3 suduri / mm2. Procedeul se utilizeaza la asamblarea componentelor active si pasive, la imbinarea metalelor refractare, a beriliului, aliajelor de titan etc.
Bibliografie
[3.1] Nanu, A., Tehnologia materialelor, Ed. Didactica si Pedagogica, Bucuresti, 1977
[3.2] Georgescu, G.S., Indrumator pentru ateliere mecanice, Editura Tehnica, Bucuresti, 1978
[3.3] Bacivarof, I.C., Conexiuni prin lipire in aparatura electronica, Editura Tehnica, Bucuresti, 1984
[3.4] ***, Mechanical Splicer for Optical Waveguides, Siemens Aktiengesellschaft, no. A4 5050
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2977
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved