| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
STRUNJIREA
Strunjirea este cel mai raspandit mod de prelucrare a unui semifabricat, prin modificarea formei si dimensiunilor, obtinandu-se piesa finita.
Strunjirea este operatia de prelucrare prin aschiere efectuata pe masina unelta din grupa strungurilor cu ajutorul sculelor numite cutite de strung.
Piesa fixata in dispozitivul de prindere executa in general o miscare de rotatie, iar cutitele fixate in sania port-cutit executa o miscare de avans care poate fi rectilinie sau curbilinie.
Miscarea de avans rectilinie poate fi paralela cu arborele principal al strungului sau perpendiculara pe axa arborelui principal sau inclinata fata de axa arborelui principal.
Prin strunjire se poate executa de asemenea detalonarea unor scule aschietoare.
Pe langa aceasta, procedeul de prelucrare prin strunjire este concretizat printr-o mare productivitate ceea ce a facut ca procedeul sa capete o larga raspandire.In plus, precizia de prelucrare este suficient de ridicata, asfel incat pentru multe situatii, strunjirea poate constitui operatia finala de prelucrare.
1. Principiu de lucru
Strunjirea se realizeaza prin combinarea miscarii principale de rotatie executata de obicei de piesa, cu miscarea de avans a cutitului.Avansul este in general rectliniu in directie longitudinala, transversala sau dupa o directie inclinata fata de axa miscarii principale.
Ca urmare a combinarii miscarii principale a semifabricatului cu miscarile de avans longitudinal sau transversal al cutitului.Utilizarea de dipozitive speciale permite si strunjirea altor forme de suprafete de revolutie.
Astfel, este posibila prelucrarea suprafetelor sferice, daca miscarea de avans a sculei se realizeaza pe o traiectorie circulara, sau a suprafetelor profilate prin deplasarea simultana a cutitului pe directie longitudinala si transversala, rezultand o traiectorie corespunzatoare profilului piesei.
De asemenea, pe strung se mai pot prelucra si corpuri care nu sunt de rotatie daca, se imprima scula cu ajutorul unor dipozitive speciale, pe langa miscare de avans longitudinal si o miscare radiala efectuata dupa o anumita lege, obtinandu-se astfel piese cu sectiune ovala, patrata sau de alta forma.Prin strunjire se poate executa de asemenea detalonarea unor scule aschietoare. In figura 1 de mai jos este prezentata un exemplu de strunjire frontala.
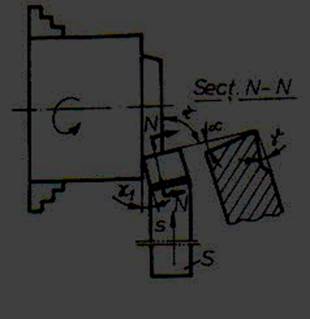
Fig.1 .Schema de lucru la strunjirea frontala
Pe langa aceasta, procedeul de prelucrare prin strunjire este concretizat printr-o mare productivitate ceea ce a facut ca procedeul sa capete o larga raspandire. In plus, precizia de prelucrare este suficient de ridicata, asfel incat pentru multe situatii, strunjirea poate constitui operatia finala de prelucrare.
Tipuri de suprafete prelucrate prin strunjuire
-suprafete cilindrice exterioare
-suprafete cilindrice interioare
-suprafete conice exterioare
-suprafete conice interioare
-suprafete plane
-suprafete elicoidale interioare
-suprafete elicoidale exteriore
-suprafete frontale
-suprafete de rotatie interioara
-suprafete de rotatie exterioara
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1467
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved